

Peterkin S.V., sergey.piterkin@rightstep.ru
Einführung
Die Planung und Steuerung der Produktion gehört zu den aktuell drängendsten und rätselhaftesten Herausforderungen für heimische Unternehmen. Einzelne erfolgreiche Beispiele für den Einsatz von IT in Form von ERP-Systemen, mit veralteten traditionellen MRP-II oder ausgeklügelten, aber „nervösen“ APS-Algorithmen, sprechen eher gegen als für sie; „Lean Production“ – das bei uns breit implementiert wird, hauptsächlich auf dem Niveau von 5S, Visualisierung, Kaizen usw. – bietet den Unternehmen ebenfalls kein wirkliches Werkzeug zur Planung und Steuerung der Produktion.
Im Folgenden wird das Planung- und Steuerungssystem vorgestellt, das in der sowjetischen Zeit am beliebtesten war – das Rodova-System – und seine Wiederbelebung mit dem Ziel, die Produktionsaufgaben der heutigen Zeit zu lösen.
Das Novotscherkasskaja-System für kontinuierliche Produktionsplanung, auch bekannt als Rodova-System, wurde in den 1960er Jahren entwickelt. Schon kurz darauf wurde es freiwillig von der überwältigenden Mehrheit der anspruchsvollsten und konservativsten Managementakteure – Direktoren, Produktionsleitern, Planern, Disponenten und Werkstattleitern – angenommen (zum Vergleich: betrachten Sie die weitverbreitete »Annahme« von ERP-Systemen heutzutage…).
Dies geschah aufgrund seiner extremen Einfachheit und Effektivität bei der Lösung grundlegender Produktionsaufgaben: Produktion „just-in-time“, „in genau der richtigen Menge“; rhythmisch; mit minimalen Kosten; zur Gewährleistung maximaler Transparenz der Abläufe. Die Beliebtheit und Verbreitung des Systems waren so groß, dass selbst heute noch „Bruchstücke“ des Systems, mangels besserer Alternativen, von vielen Fabriken zur Produktionssteuerung eingesetzt werden. Ich möchte jedoch anmerken, dass es sich dabei nicht um die besten „Bruchstücke“ handelt und diese ohne nennenswerten Effekt bleiben.
Nichtsdestotrotz kann die Rodova-System, zumindest ihre grundlegenden Elemente, unter modernen Bedingungen genutzt werden. Wie, wird im Folgenden betrachtet. Es wird auf die Rodova-System selbst, ihre Komponenten, Vorzüge und Einschränkungen sowie auf ihre Wiederbelebung durch den Einsatz von IT und modernen Managementtechnologien, einschließlich Lean und TOC, eingegangen.
Rodova-System
1. Produktzusammensetzung. Es wurde eine "generalisierte" oder bedingte Produktzusammensetzung, die eine Kombination aller vom Werk produzierten Produkte darstellt, erstellt. Im Beispiel des Novocherkassk-Werks, wo das System entwickelt wurde, wurde die elektrischen Lokomotive als "generalisierte" Produkt genommen, und in diese Produktzusammensetzung wurden alle möglichen Modifikationen für den Planungszeitraum sowie die nach ihren Plänen produzierten Ersatzteile, Aggregate und Produkte von Kooperation mit anderen Werken und TNF hinzugefügt. Für komplexere Fälle wurden für bedingte Produkte Tageskombinationen verwendet.
Kommentar. Ein bedingtes Produkt ist nichts anderes als ein geplantes Element oder zukünftiges Element moderner ERP-Systeme.
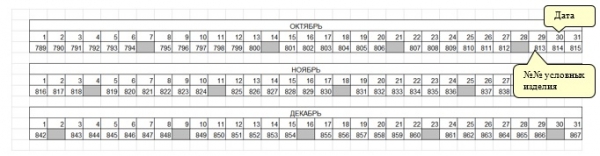
2. Produktionsplan für das bedingte Produkt — Produktionszeitplan. Es wurde über einen ausreichend langen Zeitraum festgehalten (zum Zeitpunkt der Erstellung des Systems – für ein Jahr, jedoch mit der Möglichkeit quartalsweiser Änderungen) und wurde als bedingte Maschinen veröffentlicht, mit ihren fortlaufenden Nummern seit Jahresbeginn oder seit Produktionsbeginn, sowie den jeweiligen Datumsangaben für jedes Produkt – siehe Abbildung unten.
3. Planung. Der zyklische Zeitplan des bedingten Produkts wurde auf das Datum des Montagebeginns normiert:
a. Der Normalisierungsfaktor war für jede Abteilung unterschiedlich (abhängig von der Vorlaufzeit) und stellte „Vorkommen“ in den Details dar.
b. Nach Abzug des Vorkommens von der gesamten NnP der Fabrik erhielt die Abteilung für jedes Teil die Nummer des bedingten Produkts, die abgeschlossen (komplettiert) war.
c. Das Ziel der Abteilung ist es, in einem vorgegebenen Rhythmus zu arbeiten, d.h. ein Teil für das bedingte Produkt mit der Nummer zu produzieren, das heute montiert wird.
Daher erhielt jede Abteilung, unter der Annahme einer gleichmäßigen und konstanten Produktion bestimmter fiktiver Produkte im Jahr, einen Produktionsplan, der die geplante Fertigung in diesen fiktiven Produkten ausdrückte. In den Fabriken, die weiterhin die Rodova-Systempraktiken anwenden, wird dies unterschiedlich bezeichnet: "Serienabrechnung", "Serie", "Maschinenkomplexe" usw.
Kommentar
Lassen Sie uns etwas genauer auf den Begriff "Vorrat" eingehen, da es in der russischen Fertigungstheorie und -praxis wahrscheinlich kein anderes Konzept gibt, das so unzureichend verstanden wird – die Kehrseite der Popularität von Rodovs System. Der "Vorrat" ist im Sinne von Rodov das Niveau des NvzP oder, um es präziser auszudrücken, die Zeitspanne, in der jeder Bereich Teile bereitstellen sollte, um die rechtzeitige Montage zu gewährleisten. Doch dieser "heilige" Sinn ist heutzutage verloren gegangen. Für Fertigungsunternehmen ist der "Vorrat" häufig eine willkürliche Zahl oder, was noch schlimmer ist, nach Rodovs Methode berechnet, in der Annahme eines kontinuierlichen und stabilen Produktionsplans, der Bestand in den Verbrauchsbereichen, der für ihre ununterbrochene Arbeit benötigt wird. Ja, genau so ist es, für eine kontinuierliche und rhythmische Produktion! Nicht um den Plan / die Bestellung / die Bestellungen fristgerecht zu erfüllen, sondern damit der Verbrauchsbereich etwas zu tun hat, also um Stillstand zu vermeiden. Eine "Durchsetzung" im schlimmsten Fall! Aber der "Vorrat", wie Rodov ihn gemeint hat, ist nichts anderes als die Anzahl der Kanban-Karten, die in Umlauf sind, d.h. das Ziehen! Mehr dazu – weiter unten.
4. Start. Für jede Werkstatt (und später – für die Bereiche) wurde eine "Proportionalitätskartei».
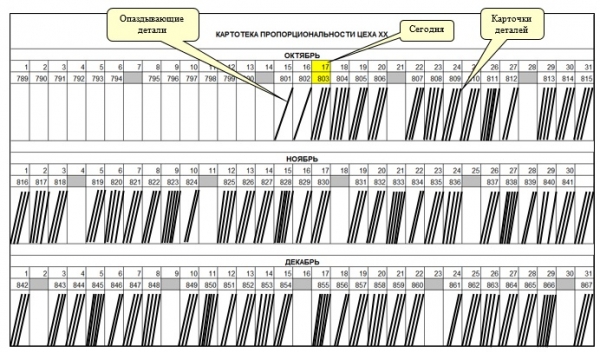
"Proportionalitätskartei" war ein Schrank mit drei Regalen (jedes Regal – ein Monat) und Fächern entsprechend den Tagen des Monats. Über jedem "Monat" sind die Kalendertage des Monats mit den damit verbundenen Planungen in konventionellen Produkten. In jedem Fach befinden sich Karten zu den Teilen, die von der Werkstatt produziert werden. Jede Teilkarte wird in dem Fach platziert, das der maximalen Nummer der Maschine entspricht, die mit diesem Teil ausgestattet ist. Bei der Herstellung einer neuen Charge von Teilen wird die Karte markiert und nach rechts in das Fach mit der Maschinenzahl verschoben, für die die neue Charge dieses Teils die Ausstattung sicherstellt.
"Proportionalitätskartei" im Rodova-System ist das wichtigste, äußerst einfache und anschauliche Objekt für die abteilungsübergreifende Synchronisation, das Werkstattmanagement und die Visualisierung. Ideologisch entspricht es einem Kanban-Management-Board (wobei zu beachten ist, dass das Toyota-System damals gerade erst entwickelt wurde):
— täglich wird der Marker "heute" nach rechts verschoben;
— Karte (Kanban), die nahe "Heute" ist — es ist Zeit, mit der Produktion zu beginnen (das Kanban wird in die Produktion übergeben), die Karte links von "Heute" — der Start ist überfällig.
Kommentar. Die Ideologie der Proportionalitätskarten ähnelt der Ideologie von visuellen Kanban-Boards:
1) Die Karte eines Teils — ist ein Kanban, das im Umlauf ist, mit dem Unterschied, dass sie nicht in die Produktion übergeben wurde, sondern nur die Information übermittelt wurde, dass die Produktion beginnen muss;
2) Die Anzahl der Kanban im Umlauf – ist ein „Puffer“ im System Rodova. Oder — der Niveau NзP (nicht normativ und nicht reguliert!), das jedoch nur vom externen Bedarf abhängt (zu dieser Zeit war die Nachfrage gleich dem Jahresplan) und von der Vorlaufzeit für die Produktion eines bestimmten Teils.
5. Organisation der Produktion. Informationen über die Karten (über Teile), die nahe "Heute" sind, wurden an die Meister der entsprechenden Bereiche übermittelt. Der Start der Teile in den Bereichen und die Aufgabenverteilung an die Arbeiter erfolgte analog zum vorherigen Punkt.
a. Für jeden Abschnitt wurden Schränke aufgestellt, jeweils für zehn Arbeitsplätze (10 Mitarbeiter). Für jeden Arbeitsplatz (jeden Mitarbeiter) gab es ein Regal mit einer Anzahl von Fächern, die der Anzahl der Arbeitstage im Monat entsprach. Über jedem Fach wurde ein Produktionsplan angebracht, der in Bedingungsgüter ausgedrückt und auf Daten (auf die Fächer) bezogen war. In jedem Fach wurden die Karten der Arbeitsgänge aufbewahrt, die einem bestimmten Arbeitsplatz zugeordnet waren. Das Prinzip der Verschiebung der Arbeitsgangkarten ähnelt dem Prinzip der Ablage der Bauteilkarten im Verhältnismappenarchiv des Betriebs.
b. Jeder Mitarbeiter ging jeden Abend zu seinem Regal, stellte selbstständig seine Aufgaben für den nächsten Tag aus den Karten zusammen, die nahe an "heute" waren, und übergab sie dem Meister. Die Aufgabe des Meisters bestand darin, den Arbeitsplatz mit allem Notwendigen zur Durchführung der Aufgaben auszustatten: Materialien, Werkzeuge, Vorrichtungen, Zeichnungen.
Kommentar
1. Dieselbe visuelle Kanban-Tafel auf Ebene des Abschnitts, plus – das "Ziehen" der Aufgaben direkt durch die Mitarbeiter.
2. Es ist wichtig zu beachten, dass ein solches Schema nach der Leistungsbalance und der festen Zuordnung von Operationen (Routen) zu den Arbeitsplätzen angewendet werden kann. Ein weiterer Parallel zu TPS…
6. Buchhaltung. Das Buchhaltungssystem bestand darin, Informationen über den Abschluss von Operationen zu sammeln, über den Transport von Teilen zwischen den Werkstätten und die manuelle Eingabe dieser Informationen in die Buchhaltungskarten der Operationen und Teile. Dabei war die Hauptinformation in den Karten nicht der Lagerbestand, sondern die fortlaufende Nummer des nächsten geschlossenen bedingten Produkts. Generell waren die Buchhaltungsverfahren aus der Sicht der Umsetzung in modernen IT-Buchhaltungssystemen "gewöhnlich". Doch wurden diese "gewöhnlichen" Verfahren bereits 1961 entwickelt!
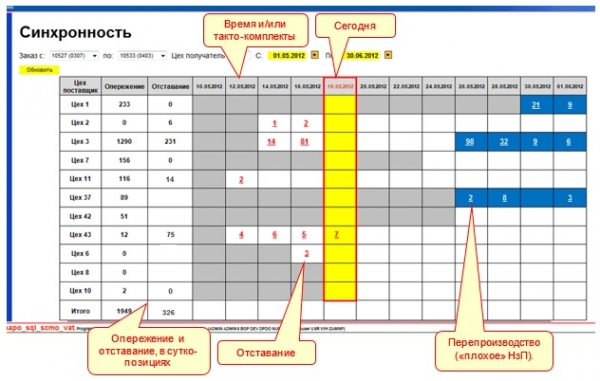
7. Allgemeine Überwachung der Produktion der Hauptwerkstätten wurde mit Hilfe eines einfachen und logischen visuellen Formats durchgeführt, "Grafik der Proportionalität» Ziel ist es zu demonstrieren, wie synchron die Hauptproduktionsabteilungen und die "unterstützenden" Einheiten im Hinblick auf den Rhythmus der Montagebereiche arbeiten. Jede Abteilung sollte darauf abzielen, "Just-in-Time" zu produzieren, d.h. die graue Zone jeder Abteilung oder die bedingten Produkte, die sie fertigt, sollten bis zum "heute" reichen. Dabei ist das letzte offene Produkt eines, das von der Abteilung nicht einmal mit einem einzigen Teil komplettiert wurde. Der Rückstand jeder Einheit wird in Verzögerungstagen gemessen – siehe Abbildung unten.
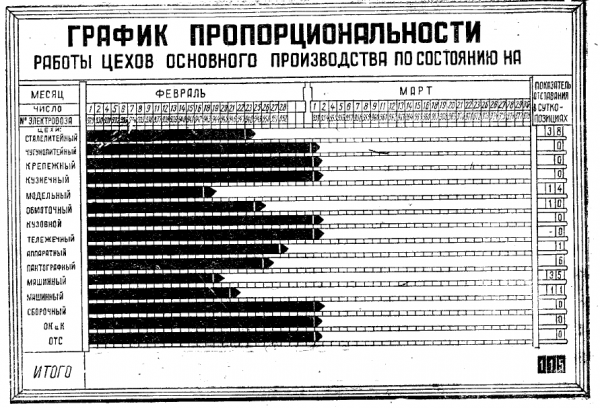
Entnommen aus "Plan-Flow-Rhythmus", A. Rodov, D. Krutyansky. Rostov Buchverlag, 1964.
Ähnliche Grafiken wurden auch für jeden Abschnitt erstellt.
8. Ein weiterer nicht unwesentlicher Bestandteil des Systems – die Änderung der Vergütung und die Motivation zur Synchronisation mit dem Montageplan. Die Änderungen sind einfach, aber entscheidend: die insgesamt gezahlten Löhne der Abteilung verringern sich proportional zu den Tagen, die hinter dem Zeitplan zurückbleiben. Zum Beispiel: 1 Tag Verspätung – 1% Lohnreduzierung. Danach verringert sich das Lohnbudget der Bereiche, die hinter dem Zeitplan zurückbleiben, gefolgt vom Lohnbudget des jeweiligen Mitarbeiters. Ein großer Vorteil dieser Änderung war ihre Einfachheit und Visualisierung – sowohl das technische Personal als auch die Produktionsleiter konnten an jedem Tag sehen, wie viel sie bei den Gehältern verlieren könnten.
Untergang des Rodova-Systems
Das Rodova-System, oder das Nowotscherkassker System der kontinuierlichen operativen Planung, verbreitete sich sehr schnell im gesamten Sowjetunion – laut einigen Quellen wurde es von nicht weniger als 1500 Unternehmen genutzt (dzum Vergleich nehmen Sie unsere Werke, die derzeit für die Planung und das Management der Produktion die Prinzipien von MRP-II oder TPS anwenden!) Und das ist nicht überraschend, denn das Rodova-System wurde unter Berücksichtigung der spezifischen Merkmale des Managements unserer Werke und der externen Nachfragesituation entwickelt. Zu einer Zeit, als TPS gerade erst aufkam und die Vorstellung von ERP-Systemen schwierig war, entwickelte Rodova eigenständig die besten Lean-Prinzipien für die Planung und schuf (ohne Computer!) eine „richtige“ Ideologie zur Erfassung moderner ERP-Systeme. Ja, gezielte Kämpfe gegen Unnötiges führte Rodova nicht, aber wo sonst gibt es solche „Reste“ an Unnützem wie in der unrhythmischen periodischen Planung und Produktion? „Reste“, die auch heute noch relevant sind.
Doch das Rodova-System, als integriertes und zur Produktionssteuerung verwendetes System, hat bis heute nicht überlebt. Das System war „ausgelegt“ und arbeitete äußerst effektiv unter diesen Bedingungen: für etablierte Produktionen mit eingespielten und nicht sehr schnellen Entwicklungsprozessen sowie Markteinführungen neuer Produkte; bei externem, sehr stabilen und definierten Nachfragen. In der Phase der post-sowjetischen Krise der Industrie und des Verlusts von Fachkräften Die Systemstrategie von Rodova begann in die genau entgegengesetzte Richtung zu wirken: gegen die Produktion. Auch wenn die Systematik viele Reserven beinhaltete, gab es damals keinen "neuen Rodova", um die Systeme an die veränderten Bedingungen anzupassen. Und diese Bedingungen haben sich grundlegend geändert.
- Ein Marktbedarf ist entstanden, damit die Unmöglichkeit der Vorhersage eines festen und einigermaßen stabilen Produktionsplans.
- Ein Auftraggeber trat auf den Plan, mit seinen spezifischen Anforderungen, und damit einhergehend das Wachstum der Produktpalette und ihrer Modifikationen, die Notwendigkeit, in kleine Serien oder Einzelproduktionen überzugehen und modifizierte Basisausführungen auf Bestellung zu fertigen.
- Wettbewerber, einschließlich westlicher und östlicher, sind aufgetaucht, was die Notwendigkeit für ein schnelles Wechseln der Produktgenerationen und die zügige Entwicklung sowie Markteinführung neuer Produkte mit sich brachte.
- Als Folge dieser Unsicherheiten entstanden "Fluten" von Modifikationen und Konstruktionsänderungen.
- Somit resultiert die Unmöglichkeit, auf den erforderlichen Planungshorizont ein fixes, hypothetisches Produkt zu bestimmen und dieses mit konkreten Datumspunkten im Produktionsplan zu verknüpfen.
In den veränderten Bedingungen führte die Arbeit im Rodov-System dazu, dass 90% der beschafften oder produzierten Vorprodukte in den Lagern von MTS oder in den Werkstätten blieben. Dies trug, für viele sogar tödlich, zur Bilanzierung der 'Aktiva' bei und führte gleichzeitig zu Verzögerungen bei der Erfüllung von Aufträgen.
KommentarDie 'Vorprodukte' des Rodov-Systems sind so tief in den Köpfen unserer Produzenten verwurzelt, dass viele Fabriken auch jetzt versuchen, im Produktionsprozess 'Vorprodukte' zu normieren, zu erstellen und zu verfolgen, unter 'Vorprodukt' zu arbeiten, 'Serien zu schließen' und anonymisierte Maschinenkomplexe für das Lager von PDO/PROSKA der Montagewerkstatt zu stempeln. Und die inländische 'Wissenschaft' des Produktionsmanagements veröffentlicht nach wie vor Lehrbücher (und, wie es aussieht, auch das Wissen) unter dem Sammelbegriff 'Moderne Produktionsmanagement', wo den Vorprodukten und den Berechnungsmethoden dafür eine herausragende Rolle zukommt.
Noch einmal: Die "Reserven" des Rodova-Systems sind nicht dasselbe wie eine Reserve, kein festgelegter Standard und kein unantastbarer Rest. Sie stellen eine in quantitativen Ausdrücken gemessene Zeit dar, die für das Voraussetzen eines bestimmten Teils berechnet wird, um eine "just-in-time" Lieferung für die Montage zu gewährleisten!
In genau dieser Zeit, in der man das verlor, was man hatte, und nichts Neues schuf, sind die Produktionsplanungssysteme gestorben und bis heute sind sie in den meisten unserer Fabriken, insbesondere in den traditionellen, postsowjetischen, nicht wieder aufgetaucht. Stattdessen: Versucht jemand, sich in das Prokrustesbett von MRP-II mit ERP-Systemen zu zwängen, jemand schaut neidisch auf das Kanban und das Just-in-Time-Management und versteht, dass das nicht zu stemmen ist, jemand versucht, mit eigenen Systemen zu arbeiten, und nicht immer ohne Erfolg, während die meisten, vorerst, das gesamte Management dem Verkaufsabteilung und den Arbeitern überlassen – für letzteres mittels leistungsabhängiger Bezahlung.
Rodova-System. Zweite Geburt.
Die Situation, einschließlich der Marktlage, verändert sich. Heutzutage haben erfolgreiche Unternehmen, einschließlich staatlicher Unternehmen, eine stabile Nachfrage nach ihren Produkten und können nicht nur von heute auf morgen leben. Die Verbreitung von Lean-Ideen und der Kampf um Effizienz führen dazu, dass Unternehmen sich darauf konzentrieren, nur die Produkte herzustellen, in denen sie am kompetentesten sind. Und obwohl die Anzahl der Modifikationen nicht abnimmt, handelt es sich zumindest nicht mehr um "Bügeleisen und Hubschrauber".
Wenn das Rodova-System so genial ist, und ich wage zu behaupten, dass es das ist, warum nicht aktualisieren und es zur Steuerung bestimmter Produktionstypen nutzen? Zumal Rodova genug Entwicklungsspielraum vorgesehen hat, einschließlich der Möglichkeit, in Zeiten großer innerer und äußerer Instabilität zu agieren.
Die Weiterentwicklung des Rodova-Systems mit einer Erweiterung seiner Möglichkeiten durch IT-Technologien und Lean/TOC-Tools – siehe unten.
1. Bedingtes Produkt. Im traditionellen Sinne wird es notwendig sein, vom Standardprodukt abzuweichen. Stattdessen wird ein maßgeschneidertes Produkt (Bestellung) mit seiner spezifischen Struktur verwendet. Je nach Nachfrage und Produktionskonfiguration des Unternehmens kann auch gleichzeitig ein Standardprodukt bestimmt und verwendet werden. Tagessatz (tägliche Produktion) oder Takt-Menge. Das heißt, ein Produkt (eine Gruppe von Produkten), die täglich oder gemäß dem für dieses Unternehmen festgelegten Takt produziert werden.
2. Als Produktionsplan wird der Lieferzeitplan der Bestellungen fungieren – Bestellung (maßgeschneidertes Produkt) plus Fertigstellungstermin. Oder die Tagessatz (Takt) Menge, die an das Fertigstellungsdatum gebunden ist.
3. Die nächste Verbesserung – „Wiedereinlagen“. Auf Wiedereinlagen, wie auch auf die Normierung des Produktionsplans zum Beginn der Montage, wird verzichtet. Stattdessen ersetzen wir sie durch eine dynamische (d.h. kontinuierliche) Planung., deren Hauptaufgabe die Berechnung der dynamischen Vorlaufzeit (unter Berücksichtigung von Einschränkungen), der Produktions- und Startpläne ist. In der Rodova-Systemplanung gab es kaum Planung, da sich die externen und internen Bedingungen nur langsam änderten. Daher bestand die Hauptaufgabe nach dem Einsetzen des Produktionsablaufs darin, diesen zu unterstützen und zu überwachen. Die aktuelle Situation ist jedoch anders. Die Situation, sowohl intern als auch extern, verändert sich schnell. (Re)Planung muss täglich durchgeführt werden. Dies bewältigen die Hard- und Softwarelösungen hervorragend.
Das Planungskonzept hängt von den Geschäftsanforderungen jedes Unternehmens ab, aber die allgemeinen Elemente sind ungefähr folgende.
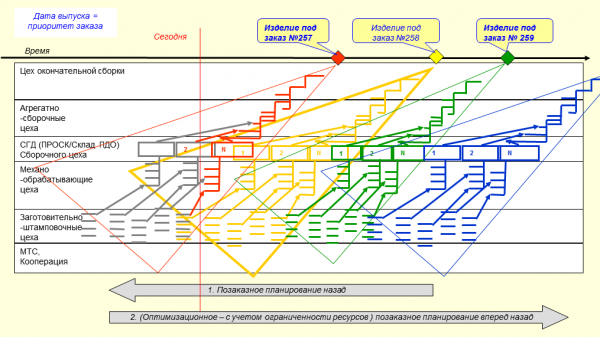
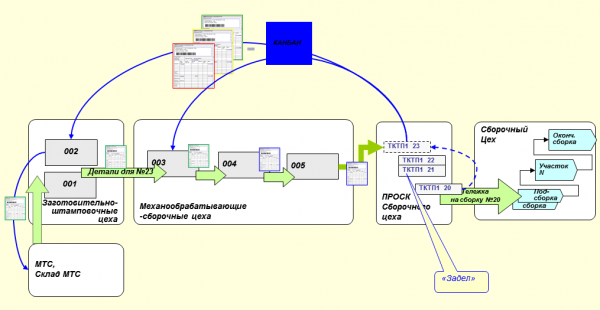
a. Jedes Element des Produktionsplans — jede Bestellung (Sonderanfertigung) wird separat geplant, vom fertigen Produkt „nach unten“ und „nach links“, gemäß den Spezifikationen und dem zyklischen Montagezeitplan. Dabei wird die Verbindung jedes Teils, Baugruppe oder Rohblocks mit dem Hauptauftrag aufrechterhalten (siehe Abb. unten). In diesem Fall kann jede Abteilung den Auftrag sehen, für den sie Teile herstellen sollen, und umgekehrt sieht jeder Auftrag, wie spezifische Teile für ihn produziert werden. Dies ist ein „direktiver“ Plan für die Produktion (basierend auf Kundenaufträgen).
Kommentar zur Berücksichtigung der Kapazitäten. Je nach den Besonderheiten des Unternehmens können die Kapazitäten bei der Planung unbeachtet bleiben (in diesem Fall wird die Taktzeit nach Produktgruppen berechnet und es erfolgt eine Leistungsbilanzierung unter Berücksichtigung des Taktes, einschließlich Lean-Tools), oder die Planung erfolgt unter Berücksichtigung der verfügbaren Ressourcen, einschließlich der Verwendung von Optimierungsalgorithmen.
b. Bei der Herstellung gleichartiger Produkte und einem quasi stabilen Produktionszeitplan ist es möglich, das Management und die "Bestände" mit Hilfe elektronischer Kanban zu steuern. Dies ist die Umsetzung des "Pull-Push"-Planungsschemas, verbessert durch die Algorithmen "Trommel-Puffer-Seil" und die Farbsignale der TOC. Siehe Abbildung unten.
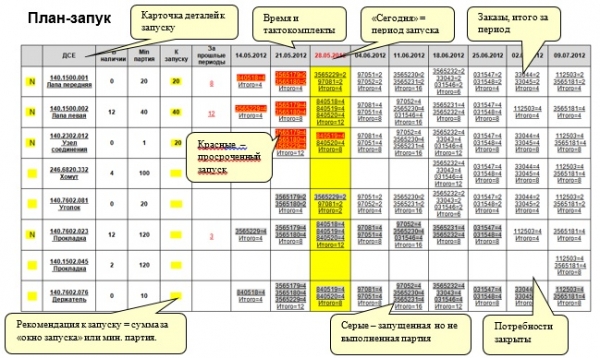
4. Proportionalitätskartei. Nach der automatischen Planung (oder nach der automatischen Erstellung von "Kanban" für den Nachschub an Zwischenlagern) erhält jede Werkstatt/Abteilung/Arbeitsplatz sowohl den Produktionsplan als auch den Startplan für spezifische Details zu spezifischen Aufträgen – die "Proportionalitätskartei" in elektronischer Form.Start – siehe unten). Um die Ausführung einer größeren Menge als erforderlich zu begrenzen (insbesondere relevant bei stundenweise bezahlter Arbeit), ist der Produktionsplan "offen" für die Einsichtnahme durch jede Abteilung/nur für einen festen Zeitraum – das "Startfenster", das für jede Abteilung festgelegt wird. Bei der automatischen Generierung von Abrufsignalen ist der Produktionsplan nur auf Kanban begrenzt, die für die Auffüllung des Zwischenlagers erstellt werden. In diesem "elektronischen Verzeichnis" spielt die „Produktkarte“ die Rolle einer elektronischen Kanban-Karte, die (mit einem Barcode) gedruckt wird und sowohl als Startsignal als auch als Begleitdokument und als Äquivalent (oder vollständige Entsprechung) zu einem Ablaufplan dient.
5. Organisation der Produktion. Im besten Fall kann das ähnlich wie im System Rodova umgesetzt werden: Für jeden Arbeitsplatz wird ein elektronischer Startplan erstellt und veröffentlicht. Der Startplan ähnelt dem oben dargestellten, beinhaltet jedoch Details zu den Operationen (bzw. Arbeitsabschnitten, also Gruppen von Operationen), mit einer Farbsignalisierung der Produktionsbereitschaft (Vorhandensein des technologischen Prozesses/Programms für CNC, Werkzeuge, Vorrichtungen, Materialien/Komponenten oder Halbfertigerzeugnisse vom vorherigen Abschnitt). Danach druckt entweder der Vorarbeiter des Abschnitts oder der jeweilige Mitarbeiter das Kanban (oder den sowjetischen Analogon des Kanban – das Routenblatt) aus dem verfügbaren Startfenster und der Verfügbarkeit aus und beginnt mit der Produktion. In dieser Variante wird „Start nach Arbeitsplätzen“ auf einem Flachbildschirm in der Werkstatt/des Abschnitts veröffentlicht oder unter Verwendung von Touchscreens, ähnlich wie bei den Zahlungs-Terminals für mobile und kommunale Dienste in Supermärkten. In diesem letzten Fall erhält der Mitarbeiter Zugang zu seinen Daten über seinen Magnetausweis.
6. Buchhaltung Im Rahmen des Produktionsprozesses wird die weitere Bewegung von Teilen zwischen Bereichen/Werkstätten mittels Barcode-Scanning, Kanban oder Routenplänen durchgeführt. Alternativ kann dies auch durch die Eingabe von Informationen durch den Meister/Ausführenden/Controller über die "Zahlungsterminals" geschehen. Dies reduziert den Arbeitsaufwand für die Überwachung erheblich und gewährleistet eine hohe Effizienz und Zuverlässigkeit der Informationen über die Durchführung des Produktionsplans insgesamt – beim Eingeben der Informationen wird automatisch die "Abdeckung" von Aufträgen/Taktpaketen mit einer visuellen Darstellung auf dem "Startscreen" (siehe oben) und der "Synchronität" (siehe unten) berechnet. Ebenso sieht jeder Ausführende in diesem Fall sofort, was in der Schicht erledigt wurde und damit auch, wie viel Geld an diesem Tag verdient wurde (bei einem Stunden- oder leistungsabhängigen Vergütungssystem).
7. Überwachung.
a. Täglich wird auf Basis der tatsächlichen Erfüllung der Produktionsaufträge eine "berechnete" Version des Produktionsplans erstellt, basierend auf dem Prinzip: Ist-Zustand + verbleibendes Arbeitsvolumen (Zeit).
b. "Proportionalitätsdiagramm", es ist die "Synchronität" — das Hauptinstrument zur Überwachung des Takts in den Abteilungen — wird durch den Vergleich des "vorgeschriebenen" und "berechneten" Plans des "Proportionalitätsdiagramms" (siehe unten) erstellt.
c. Und als raffinierteres Werkzeug für die allgemeine Analyse der Lieferungen, insbesondere untereinander, der internen Anbieter in der Lieferkette — der "Lieferantenstatus".
Fazit
Das genannte System, das den Namen Planungs- und Überwachungssystem trägt, wurde von unserem Team über mehrere Jahre entwickelt und erlangte im Jahr 2009 eine abgeschlossene Form und Methodik. Im darauffolgenden Jahr, stets auf der Suche nach optimalen Lösungen für die Produktionsplanung, entdeckten wir erneut das Rodov-System. Daraufhin erweiterten wir das Konzept um die Prinzipien des Starts und der Überwachung: "Start" ("Verhältnisakte"), werkstatt- und abschnittsweise, "Synchronität" ("Verhältniszeitplan"). In dieser Zeit wurde das beschriebene Konzept erfolgreich sowohl in ehemaligen Serienfabriken als auch in neuen Einrichtungen umgesetzt: NAA im Namen W.P. Tschkalow und KnAAZ im Namen J.A. Gagarin ("Suchoi"), KVZ ("Helicopter Russia"), "GSS" (im Bereich Planung und Überwachung der Versorgung sowie der mehrstufigen Lieferkette) und einigen anderen. Die ersten von diesen haben das Rodov-System aktiv genutzt.
Die Praxis hat gezeigt, dass das oben präsentierte Konzept für Planung und Monitoring, mit Elementen des Rodova-Systems, neu überdacht und auf der Grundlage neuer Managementmethoden aufgebaut, schnell implementiert und erfolgreich in den komplexesten Produktionsumgebungen eingesetzt werden kann. Für einfachere Anwendungen wird die Lösung leichter, schneller und idealerweise "out of the box" sein (dorthin bewegen wir uns derzeit). Darüber hinaus könnte sie auch von den Unternehmen selbst umgesetzt werden – genau wie das ursprüngliche Rodova-System. Traditionell ist jedoch der entscheidende Hemmschuh das Vorhandensein eines Entscheidungsträgers im Unternehmen, der über Einfluss und Verständnis verfügt, sowie über Fachwissen und gute Ambitionen auf mittlerer Managementebene, und nicht zuletzt – das allgemeine Niveau der Unternehmenskultur. Die ersten beiden Bedingungen sind notwendig und ausreichend für den Erfolg, während das letzte entscheidend für den Übergang zu einem neuen System ist.
Leider liegt das Niveau sowohl des ersten, als auch des zweiten und dritten Bereichs derzeit weit unter dem beschriebenen (zwischen den Zeilen) Niveau in Rodovo und Krutjansky von 1961. Obwohl viele Maschinen neu sind, mangelt es an Fachwissen und kompetente Führungskräfte sind kategorisch unzureichend. Auch an einer trivialen Produktionskultur, angefangen von der Verwaltung der Produktkompositionen bis hin zur elementaren Lager- / Produktionsbuchhaltung und den Methoden der Werk- und Gesamtproduktionssteuerung, fehlt es. Lassen Sie uns hoffen und in diese Richtung arbeiten, dass sich diese Situation dennoch zum Besseren wenden wird. Auch mit der Wiederbelebung der oben beschriebenen Methoden.
Quelle: habr.com
