


Ciao, %username%.
Se ti sei appena chiesto: «Ehi, cosa significa parte 2 — e dove è la prima?!» — vai subito .
Ma per chi è già a conoscenza della prima parte — passiamo direttamente al sodo.
Sì, e so che per molti venerdì è appena iniziato — quindi ecco un motivo per prepararsi per la serata.
Andiamo.
All'inizio parlerò comunque del difficile percorso della birra in Islanda.
Il proibizionismo in Islanda è iniziato addirittura prima che negli Stati Uniti — nel 1915. Tuttavia, la situazione non è durata a lungo, poiché in risposta sono arrivate dure, come si dice oggi, contro-sanzioni: la Spagna, perdendo il mercato islandese del vino, ha smesso di comprare pesce dall'Islanda. È riuscita a sopportare questa situazione solo per sei anni, e dal 1921 il vino è stato rimosso dall'elenco dei prodotti proibiti in Islanda. La birra, però, no.
Ci sono voluti altri 14 anni per gli tenaci islandesi per riottenere il diritto di bere alcolici forti: nel 1935 era possibile bere vino, rum, whisky e tutto il resto, ma la birra non poteva superare il 2,25%. All'epoca, i dirigenti del paese ritenevano che la birra normale favorisse il decadimento morale, perché era più accessibile degli alcolici più forti (sì, certo).
Gli islandesi trovarono una soluzione completamente semplice e ovvia, rendendoli addirittura più simpatici rispetto a dopo il Campionato Europeo 2016: le persone semplicemente diluivano la birra consentita con alcolici forti anch'essi consentiti. Certo, il governo è sempre pronto ad ascoltare i propri cittadini, ed è per questo che nel 1985 un fermissimo astemio e ministro per i diritti umani (che ironia!) ottenne il divieto anche di questo semplice trucco.
L'uso della birra in Islanda è stato finalmente autorizzato solo il 1° marzo 1989, 74 anni dopo il divieto. È chiaro che da quel momento il 1° marzo in Islanda è il Giorno della Birra: i bar rimangono aperti fino a tarda notte e la gente ricorda come ha atteso per tre quarti di secolo il ritorno della propria bevanda preferita. Puoi anche aggiungere questa data al tuo calendario, quando è del tutto giustificabile saltare una pinta di birra.
Nella prossima parte, penso che scriverò una storia interessante su Guinness...
Ma torniamo a ciò su cui ci eravamo fermati, ovvero gli ingredienti della birra.
Malto.
Il malto è il secondo ingrediente principale della birra, dopo l'acqua. E non solo della birra: il malto è la base per la produzione di molte bevande fermentate, tra cui kvass, kulagi, mahsymy e anche whisky. Infatti, il malto è il nutrimento per i lieviti, e per questo definisce sia la gradazione alcolica che alcune qualità del sapore. I gusti di miele, cereale, biscotto, nocciola, cioccolato, caffè, caramello, pane — tutti questi sapori non derivano dalla chimica (per fortuna o purtroppo) — ma dal malto. Inoltre, nessun birraio competente aggiungerebbe ingredienti superflui che possono essere ottenuti tramite il malto. Più avanti vedrai che non si tratta solo dei sapori che si possono ottenere dal malto.
Il malto è un cereale leggermente germogliato: orzo, segale, grano o avena. Il malto d'orzo è sempre usato sempre, e se bevi birra di frumento, sappi che il malto di frumento è solo un'aggiunta al malto d'orzo. Allo stesso modo, il malto d'avena è un'aggiunta al malto d'orzo, sebbene venga usato meno frequentemente rispetto al malto di frumento, ma è comunque impiegato nella produzione di alcune stout.
Il malto si distingue in due tipi: il base, che fornisce molto zucchero al mosto per la fermentazione senza influenzare eccessivamente il sapore, e il malto speciale, che pur essendo povero di zuccheri fermentabili, conferisce alla birra un sapore accentuato. Una parte significativa dei birrifici commerciali utilizza un mix di diversi malti base.
Il cereale destinato alla produzione di birra richiede una lavorazione preliminare che consiste nella sua trasformazione in malto. Questo processo implica la germinazione dei chicchi, l'essiccazione e la rimozione dei germogli. La lavorazione del malto può avvenire sia presso il birrificio che in un impianto separato (malteria).
Il processo di produzione del malto si divide in imbevimento e germinazione dei semi. Durante la germinazione avvengono cambiamenti chimici e si formano nuove sostanze chimiche. I vari enzimi che operano in questo processo giocano un ruolo fondamentale e sono numerosi nel malto germinato. Alcuni di questi li analizzeremo adesso. Preparati, %username%, sarà un colpo al cervello.
Quindi, abbiamo il malto germinato pronto. Passiamo all'ammostamento: è la preparazione del mosto a partire dal malto. Il malto viene macinato, mescolato con acqua calda, e il mash (miscela di cereali macinati) viene riscaldato gradualmente. L'aumento della temperatura è necessario perché gli enzimi del malto agiscono in modo diverso a temperature diverse. Le pause di temperatura influenzano il sapore, la gradazione alcolica, la schiumosità e la densità finale della birra. In base alle diverse fasi, si attivano diversi enzimi.
La scissione idrolitica dell'amido (amilolisi) durante l'ammostamento è catalizzata dagli amilasi del malto. Oltre a questi, il malto contiene diversi enzimi delle classi delle amiloglucosidasi e delle transferasi, che attaccano alcuni prodotti della scissione dell'amido, ma quantitativamente hanno un'importanza solo secondaria durante l'ammostamento.
Durante l'ammostamento, il substrato naturale è l'amido presente nel malto. Proprio come qualsiasi amido naturale, non è una sostanza chimica unica, ma una miscela che, a seconda dell'origine, contiene tra il 20 e il 25% di amilosio e tra il 75 e l'80% di amilopectina.
La molecola di amilosio forma lunghe catene non ramificate a spirale, costituite da molecole di α-glucosio, legate tra loro da legami glucosidici in posizione α-1,4. Il numero di molecole di glucosio varia e oscilla tra 60 e 600. L'amilosio è solubile in acqua e sotto l'azione della β-amilasi del malto si idrolizza completamente in maltosio.
La molecola di amilopectina è composta da catene ramificate corte. Oltre ai legami in posizione α-1,4, nei punti ramificati si trovano anche legami α-1,6. Ci sono circa 3000 unità glucosio nella molecola, rendendo l'amilopectina significativamente più grande dell'amilosio. L'amilopectina non è solubile in acqua senza riscaldamento e forma una pasta quando riscaldata.
Il malto contiene due amilasi. Una di esse catalizza la reazione in cui il polisaccaride si scinde rapidamente in destrosio, ma si forma relativamente poca maltosio — questa amilasi è chiamata amilasi destrosinizzante o α-amilasi (α-1,4-glucano-4-glucanogidrolasi). Sotto l'azione della seconda amilasi, si forma una grande quantità di maltosio — questa amilasi è chiamata amilasi saccharificatrice o β-amilasi (β-1,4-glucano-maltogidrolasi).
L'α-amilasi destrinante è un componente tipico del malto. L'α-amilasi viene attivata durante la germinazione. Essa catalizza la scissione dei legami glicosidici α-1,4 delle molecole di entrambi i componenti dell'amido, cioè dell'amilosio e dell'amilopettina, rompendo in modo non uniforme solo i legami terminali. Si verifica un assottigliamento e una destrinizzazione, manifestandosi in una rapida diminuzione della viscosità della soluzione (assottigliamento della pappa). In ambienti naturali, cioè negli estratti di malto e nelle pappe, l'α-amilasi ha un ottimo termico di 70°C e viene inattivata a 80°C. L'intervallo ottimale di pH va da 5 a 6, con un chiaro massimo sulla curva del pH. L'α-amilasi è molto sensibile all'aumento dell'acidità (resistente agli acidi): viene inattivata dall'ossidazione a pH 3 a 0°C o a pH 4,2-4,3 a 20°C.
La β-amilasi saccarificante si trova nell'orzo e il suo volume aumenta significativamente durante la maltazione (germinazione). La β-amilasi ha un'alta capacità di catalizzare la scomposizione dell'amido in maltosio. Essa non liquefa l'amido nativo non solubile né la pasta di amido. Dalle catene non ramificate, la β-amilasi scinde i legami glicozidici α-1,4 secondari, precisamente dai lati non riducibili (non aldeidici) delle catene. Il maltosio viene gradualmente rimosso da ciascuna catena una molecola alla volta. La scomposizione dell'amilopectina avviene anch'essa, tuttavia l'enzima atta allo stesso tempo a più catene spaziali della molecola di amilopectina nei punti di ramificazione, precisamente nei punti in cui ci sono legami α-1,6, dove la scomposizione si interrompe. L'ottimale temperatura per l'attività della β-amilasi negli estratti di malto e nei mosti è tra 60-65°C; essa viene inattivata a 75°C. L'intervallo di pH ottimale è tra 4,5-5, secondo altre fonti è 4,65 a 40-50°C con un massimo non marcato nella curva del pH.
Gli enzimi amilasi, spesso noti come diastasi, si trovano nei malti di tipo comune e nel malto diastatico speciale. Questa è una miscela naturale di α- e β-amilasi, in cui β-amilasi prevale quantitativamente su α-amilasi. Quando entrambe le amilasi agiscono contemporaneamente, l'idrolisi dell'amido è significativamente più profonda rispetto all'azione individuale di ciascuna, producendo il 75-80% di maltosio.
La differenza nell'ottimale temperatura di α- e β-amilasi viene sfruttata nella pratica per regolare l'interazione di entrambi gli enzimi, mantenendo l'attività di un enzima a scapito dell'altro attraverso la selezione della temperatura appropriata.
Oltre alla scissione dell'amido, è fondamentale anche la scissione delle proteine. Questo processo, chiamato proteolisi, è catalizzato durante la macerazione da enzimi del gruppo delle peptidasi o proteasi (peptidasi idrolasi), che idrolizzano i legami peptidici -CO-NH-. Questi enzimi si dividono in endopeptidasi, o proteasi (peptidi peptidogeno), ed esopeptidasi o peptidasi (dipeptidasi idrolasi). Nei mosti, i substrati sono i residui della sostanza proteica dell'orzo, cioè leucomina, edestina, gordina e glutelina, parzialmente modificati durante la maltazione (ad esempio, coagulati durante l'essiccazione) e i prodotti della loro scissione, come albumosi, peptoni e polipeptidi.
L'orzo e il malto contengono un enzima del gruppo delle endopeptidasi (proteasi) e almeno due esopeptidasi (peptidasi). La loro azione idrolitica si complementa a vicenda. Per le loro proprietà, le proteasi dell'orzo e del malto appartengono agli enzimi di tipo papaia, molto diffusi nelle piante. La loro temperatura ottimale varia tra 50-60°C, mentre il pH ottimale oscilla tra 4,6 e 4,9 a seconda del substrato. La proteasi è relativamente stabile a temperature elevate e si distingue così dalle peptidasi. È più stabile nell'area isoelettrica, cioè a un pH compreso tra 4,4 e 4,6. L'attività dell'enzima in ambiente acquoso diminuisce già dopo 1 ora a 30°C; a 70°C, dopo 1 ora, si distrugge completamente.
L'idrolisi, catalizzata dalla proteasi del malto, avviene gradualmente. Tra le proteine e i polipeptidi sono stati identificati diversi prodotti intermedi, dei quali i più importanti sono i frammenti peptidici — peptoni, conosciuti anche come proteosi, albuminosi, ecc. Questi sono i prodotti finali della scissione di natura colloidale che possiedono proprietà tipiche delle proteine. Durante l'ebollizione, i peptoni non coagulano. Le soluzioni hanno una superficie attiva, sono viscose e formano facilmente schiuma quando vengono agitate — questo è estremamente importante nella birrificazione!
L'ultima fase di scissione delle proteine, catalizzate dalla proteasi del malto, è rappresentata dai polipeptidi. Essi sono solo parzialmente sostanze ad alta massa molecolare con proprietà colloidali. Normalmente, i polipeptidi formano soluzioni molecolari, che diffondono facilmente. In generale, non reagiscono come le proteine e non vengono precipitati dal tannino. I polipeptidi sono il substrato delle peptidasi, che completano l'azione della proteasi.
Il complesso delle peptidasi nel malto è costituito da due enzimi, ma è ammessa la presenza di altri. Le peptidasi catalizzano l'idrolisi dei residui terminali di amminoacidi dai peptidi, formando inizialmente dipeptidi e infine amminoacidi. Le peptidasi si caratterizzano per la loro specificità substrato. Tra di esse ci sono dipeptidasi che idrolizzano solo i dipeptidi e polipeptidasi che idrolizzano peptidi più complessi contenenti nel loro molecola almeno tre amminoacidi. Nel gruppo delle peptidasi si distinguono le aminopolipeptidasi, la cui attività è influenzata dalla presenza di un gruppo amminico libero, e le carbossipeptidasi, che richiedono la presenza di un gruppo carbossilico libero. Tutte le peptidasi del malto hanno un pH ottimale nella zona debolmente alcalina tra pH 7 e 8 e una temperatura ottimale di circa 40 °C. A pH 6, in cui si verifica la proteolisi nell'orzo germinato, l'attività delle peptidasi è ben espressa, mentre a pH 4,5-5,0 (ottimale per le proteasi) le peptidasi vengono inattivate. In soluzioni acquose, l'attività delle peptidasi diminuisce già a 50 °C, mentre a 60 °C le peptidasi vengono rapidamente inattivate.
Nella produzione della birra, è fondamentale considerare gli enzimi che catalizzano l'idrolisi degli esteri complessi dell'acido fosforico e dei fosfolipidi delle membrane cellulari. La scissione dell'acido fosforico è tecnicamente molto importante per il suo impatto diretto sull'acidità e sul sistema tampone dei semilavorati birrari e della birra stessa. Gli acidi grassi derivanti dai fosfolipidi formano esteri complessi durante la fermentazione, contribuendo così a diverse aromaticità. Il substrato naturale delle fosfoesterasi del malto sono gli esteri complessi dell'acido fosforico, tra cui il fitato è predominante nel malto. Questo è un mix di sali di calcio e di magnesio dell'acido fitico, che è un esafosfato complesso dell'inositolo. Nei fosfatidi, il fosforo è legato come ester complesso al glicerolo, mentre i nucleotidi contengono un estere fosforico della ribosio, legato a una base pirimidinica o purinica.
L'enzima fosfoesterasi più importante è la fitasi (mesoinositolo esafosfato fosfogidrolasi). Essa è altamente attiva. La fitasi scinde gradualmente l'acido fosforico dal fitato. Durante questo processo si formano vari esteri fosforici dell'inositolo, che alla fine producono inositolo e fosfato inorganico. Insieme alla fitasi, sono stati descritti anche la saccarofosforilasi, la nucleotidipirofosfatasi, la glicerofosfatasi e la pirofosfatasi. Il pH ottimale delle fitasi da malto si colloca in un intervallo relativamente ristretto, da 5 a 5,5. Sono sensibili a temperature elevate in modo diverso. L'intervallo di temperatura ottimale di 40-50°C è molto vicino all'intervallo di temperatura delle peptidasi (proteasi).
Il processo di formazione degli enzimi è fortemente influenzato dall'ossigeno: in sua mancanza, il grano semplicemente non germina, e dalla luce: essa distrugge alcuni enzimi, in particolare la diastasi, e quindi i locali per la germinazione, i malti, sono progettati con un accesso limitato alla luce.
Fino al XIX secolo si pensava che fosse adatto solo il malto la cui germinazione non avvenisse prima della comparsa della fogliolina. Nel XIX secolo è stato dimostrato che il malto in cui la fogliolina raggiunge una dimensione relativamente grande (malto lungo, in tedesco Langmalz) contiene quantità significativamente maggiori di diastasi, a condizione che il processo di maltazione avvenga a temperature il più basse possibili.
Oltre a tutto ciò, il malto trova anche applicazione nella preparazione di quello che viene definito estratto di malto. L'estratto di malto è un mosto concentrato o disidratato per evaporazione, ottenuto da chicchi di orzo, segale, mais, grano e altri cereali macinati. Il mosto viene evaporato dolcemente in vuoto a temperature comprese tra 45 e 60 °C fino a raggiungere la consistenza sciropposa, chiarificato, e liberato da composti astringenti mediante separazione e centrifugazione. Nella produzione della birra, l'estratto di malto è utilizzato abbastanza raramente, poiché non consente di sperimentare con la varietà di sapori e colori.
La varietà è facilmente ottenibile. A seconda del grado di tostatura, si possono ottenere malti di diversi tipi: chiaro, scuro e nero. Per ottenere varietà scure e in particolare quelle caramellate, il malto viene tostato. Maggiore è la tostatura del malto, maggiore è la quantità di zuccheri che si caramellizzano. Il sapore caramellato è dato da un malto che contiene praticamente vera e propria caramella: dopo il trattamento a vapore e l'essiccazione, l'amido presente nel malto si trasforma in una massa solida caramellizzata. Ed è proprio questo che conferisce alla birra note distintive — allo stesso modo, è possibile aggiungere un "sapore affumicato" utilizzando malto bruciato. Inoltre, i tedeschi hanno la loro speciale "birra affumicata" — rauchbier, che viene preparata utilizzando malto verde affumicato sopra un fuoco: il calore e il fumo del combustibile che brucia essiccano e, al contempo, affumicano il cereale germinato. Inoltre, il gusto e l'aroma della birra futura dipendono direttamente dal tipo di combustibile utilizzato per affumicare il malto. Nella birreria "Schlenkerla" (che tra l'altro esiste da oltre 600 anni) per questi scopi si utilizza legno di faggio stagionato, che conferisce a questo tipo di birra un profilo affumicato specifico — le fatiche di questi birrai bavaresi sono comprensibili: è necessario cercare varianti originali nei ristretti confini della legge tedesca sulla purezza della birra, ma di queste e di altre "frontiere" parleremo dopo aver discusso tutti gli ingredienti della birra.
È importante notare che non è possibile produrre birra utilizzando solo malti scuri: durante la tostatura si perdono gli enzimi necessari per l'amido a zucchero. Pertanto, anche il più scuro dei rauchbier conterrà, tra l'altro, anche malto chiaro.
In sintesi, utilizzando diverse varietà di malto, un intero insieme di sostanze diverse arriva alla birra prima del processo di fermentazione, le più importanti delle quali sono:
- Zuccheri (saccarosio, glucosio, maltosio)
- Aminoacidi e peptoni
- Acidi grassi
- Acido fosforico (Always Coca-Cola! Chur me, chur!)
- Prodotti di ossidazione incompleta durante la tostatura di tutte queste sostanze con composizione complessa
Con gli zuccheri è chiaro: sono la futura nutrizione per i lieviti, nonché il sapore dolciastro della birra (che un tempo era bilanciato con erbe, e in seguito con luppolo, per aggiungere amarezza); è chiaro anche per i prodotti di combustione incompleta: conferiscono un colore più scuro e un sapore e aroma affumicati e caramellati. Ho già parlato dell'importanza dei peptoni e della schiuma — ma non mi stancherò di ripeterlo. Torneremo agli acidi grassi quando parleremo dei lieviti e dell'emergere di aromi fruttati.
A proposito, parlando di peptidi, proteine e morte delle cellule, mi è tornata in mente una storia che ho letto in uno dei gruppi tematici. È nascosta sotto un spoiler per alcuni motivi.
Non adatto a bambini, donne e persone impressionabili!Quasi 10 anni fa, una nota birreria scozzese, BrewDog, ha lanciato una birra straordinariamente forte — ben il 55%, che è stata a lungo la birra più forte al mondo. Una piccolissima parte di quel lotto è stata imbottigliata in pelliccia (proprio pelliccia, non pelliccia) e in altre pelli di animali. Una bottiglia di questa birra, chiamata The End of History («La Fine della Storia»), decorata con esemplari tassidermizzati di piccoli mammiferi (si dice che i corpi siano stati trovati semplicemente sulle strade), costava circa $750.
Con questo concludiamo la parte sul malto, accennando solo che il malto nazionale è davvero buono — e viene quindi utilizzato attivamente insieme a quello importato.
Lievito.
Un altro componente assolutamente necessario della birra sono proprio i lieviti. Ma come si può fare senza di loro, giusto?
I lieviti sono microrganismi che svolgono la fermentazione. A sua volta, la fermentazione (ingl. fermentation) è un processo biochimico basato su trasformazioni redox di composti organici in condizioni anaerobiche, ossia senza accesso all'ossigeno. Durante la fermentazione, il substrato — nel nostro caso lo zucchero — viene ossidato solo parzialmente, il che rende la fermentazione energeticamente poco efficace. A seconda dei diversi tipi di fermentazione, la fermentazione di una molecola di glucosio produce da 0,3 a 3,5 molecole di ATP (adenosina trifosfato), mentre la respirazione aerobica (ossia con consumo di ossigeno) con ossidazione completa del substrato produce 38 molecole di ATP. A causa dell'uscita energetica ridotta, i microrganismi fermentanti sono costretti a processare enormi quantità di substrato. E questo ovviamente gioca a nostro favore!
Oltre alla fermentazione alcolica, in cui mono- e disaccaridi si trasformano in etanolo e anidride carbonica, esiste anche la fermentazione lattica (il principale risultato è l'acido lattico), la fermentazione propionica (risultato: acido lattico e acido acetico), la fermentazione formica (acido formico con varianti), la fermentazione butirrica (acido butirrico e acido acetico) e la fermentazione omoacetica (solo acido acetico). È difficile pensare che un amante della birra voglia che oltre alla fermentazione alcolica ci sia qualcos'altro — non credo che a nessuno piacerebbe bere qualcosa di acido, che odora di olio rancido o di formaggio andato a male. Pertanto, la percentuale di "fermentazione estranea" è controllata in vari modi, in particolare attraverso la pulizia dei lieviti.
La produzione di lievito è un settore enorme: interi laboratori, indipendenti o creati all'interno delle birrerie, lavorano per sviluppare ceppi di lievito birrario con caratteristiche specifiche. La ricetta del lievito è spesso un segreto, custodito con cura dal mastro birraio. Si dice che tra i popoli del Nord Europa ci fosse una tradizione di trasmettere di generazione in generazione un particolare bastone da birrificazione. Senza mescolare il mosto con questo bastone, la birra non veniva bene, quindi il bastone era considerato quasi magico e veniva conservato con particolare cura. Naturalmente, all'epoca non si sapeva nulla sui lieviti e non si comprendeva il vero ruolo del bastone, ma già allora si capiva il valore di questo mistero.
Ma ci sono sempre delle eccezioni a qualsiasi regola. Per esempio:
- In Belgio si producono i lambic, una birra che inizia a fermentare autonomamente grazie ai microorganismi presenti nell'aria che entrano nel mosto. Si ritiene che i veri lambic possano essere ottenuti solo in determinate regioni del Belgio, e si capisce che la fermentazione lì è così mista e complessa che anche il diavolo si farebbe male. Comunque, a dirla francamente: i lambic sono per intenditori e decisamente non adatti a chi pensa che la birra non debba avere un sapore acido.
- La birreria americana Rogue Ales ha creato un ale utilizzando lievito che il mastro birraio ha saggiamente coltivato nella propria barba.
- Il suo collega australiano della birreria 7 Cent è andato ancora oltre e ha coltivato lieviti selvatici nel proprio ombelico, per poi rilasciare una birra a base di questi.
- La birreria polacca The Order of Yoni ha prodotto qualche anno fa una birra a base di donne. Beh, non proprio da donne… ma da lieviti provenienti da donne. Nessuna donna è stata danneggiata… insomma, hai capito…
I lieviti nella fermentazione non solo consumano zuccheri e producono ciò che è previsto, ma allo stesso tempo eseguono un gran numero di altri processi chimici. In particolare, avvengono processi di esterificazione — formazione di esteri complessi: c'è alcol, ci sono acidi grassi (ricordi il malto?) — da questi si possono ottenere molte cose interessanti! Possono essere una mela verde (presenti in alcune birre lager americane), una banana (tipica della birra di frumento tedesca), una pera o anche burro. Mi viene in mente la scuola e i diversi esteri che profumavano in modo così invitante. Ma non tutti. Se si ottiene una bevanda con un aroma fruttato o con una delicata miscela di odori di fumi e solventi dipende dalla concentrazione degli esteri complessi, che a sua volta è influenzata da vari fattori: la temperatura di fermentazione, l'estrattività del mosto, il ceppo di lievito e la quantità di ossigeno entrata nel mosto. Ne parleremo quando affronteremo la tecnologia della birrificazione.
A proposito, anche il gusto dei lieviti è influenzato — ci ritorneremo quando parleremo del luppolo.
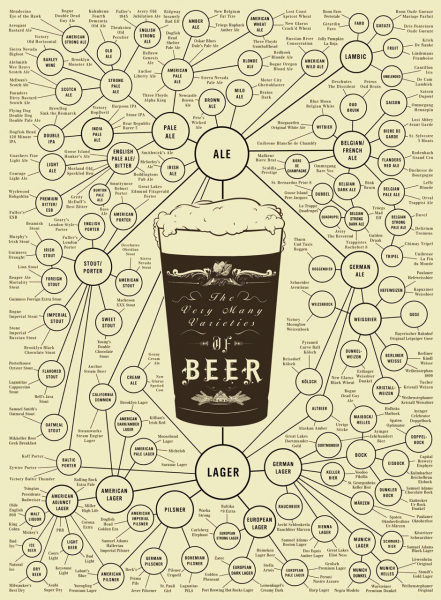
E ora che ci siamo familiarizzati con i lieviti, posso rivelarti l'unico modo corretto per classificare la birra. E no, %username%, non è «chiara» e «scura», perché né chiara né scura esistono, proprio come non esistono bionde al 100% e brune al 100%. Questa classificazione è basata su ale e lager.
Tecnicamente, la fermentazione per i birrai avviene in due tipi: alta (i lieviti salgono in superficie) — così si ottiene l'ale, e bassa (i lieviti scendono sul fondo) — così si prepara il lager. Facile da ricordare:
- Ale —> lieviti fermentano in alto —> temperatura di fermentazione alta (circa da +15 a +24 °C) —> temperatura di consumo alta (da +7 a +16 °C).
- Lager —> lieviti lavorano in basso —> temperatura di fermentazione bassa (circa da +7 a +10 °C) —> temperatura di consumo bassa (da +1 a +7 °C).
L'ale è il tipo di birra più antico, questo è quello che i primi birrai producevano centinaia di anni fa. Oggi la maggior parte delle ales presenta: una maggiore densità, un sapore più complesso, spesso un aroma fruttato e generalmente un colore più scuro (rispetto ai lager). Un importante vantaggio delle ales è la produzione relativamente semplice e a basso costo, che non richiede attrezzature di refrigerazione aggiuntive, come nel caso dei lager, e quindi tutte le birrerie artigianali possono offrire un'ale o l'altra.
La birra lager è comparsa più tardi: la sua produzione è stata avviata in modo decente solo nel XV secolo, e soltanto nella seconda metà del XIX secolo ha cominciato a prendere piede in modo serio. Le lager moderne si distinguono per un gusto e un aroma più chiari e spesso più luppolati, così come, di norma, per un colore chiaro (anche se esistono lager scure) e per un contenuto alcolico più basso. La differenza fondamentale rispetto agli ale: nell'ultima fase di produzione, la lager viene trasferita in contenitori speciali e matura lì per alcune settimane o addirittura mesi a temperature prossime allo zero — questo processo è chiamato lagerizzazione. Le varietà di lager si conservano più a lungo. Grazie alla facilità di mantenere una qualità stabile e alla lunga durata, la lager è il tipo di birra più popolare al mondo: praticamente tutte le grandi birrerie producono lager. Tuttavia, poiché per la produzione è necessaria una tecnologia più complessa (ricordiamo la lagerizzazione), oltre alla presenza di lieviti resistenti al freddo — la presenza di lager originali (originali, non rebrandizzati) nell'elenco delle varietà offerte da una birreria artigianale è un segno del suo prestigio e della competenza dei birrai.
Molti (me compreso) ritengono che gli ale siano una birra più "corretta" rispetto ai lager. Gli ale sono più complessi dal punto di vista degli aromi e dei sapori, spesso più ricchi e vari. D'altra parte, i lager sono più facili da percepire, sono spesso più rinfrescanti e mediamente meno alcolici. Inoltre, i lager si differenziano dagli ale anche per l'assenza di un sapore e di un aroma di lievito, che sono caratteristiche importanti e talvolta obbligatorie per gli ale.
Ecco, siamo arrivati al punto. Giusto? No, sbagliato — ci sono varianti in cui la birra è un ibrido tra lager e ale. Ad esempio, i Kölsch tedeschi sono birre ad alta fermentazione (cioè ale) che maturano a basse temperature (come lager). Di conseguenza, questo schema di produzione ibrido conferisce alla bevanda le caratteristiche di entrambi i tipi di birra: comprensibilità, leggerezza e freschezza convivono con leggerissime note fruttate nel gusto e una dolcezza piacevole, ma fugace. E un tocco di luppolo per concludere.
In realtà, se tu, %username%, hai improvvisamente sentito di saperne di più sulla classificazione della birra, ecco un ultimo suggerimento:
Riassumiamo le informazioni sui lieviti: in sintesi, più a lungo lavorano i lieviti, maggiore può essere la variazione del gusto e del carattere della birra. Questo è particolarmente vero per gli ales, che contengono una maggiore concentrazione di sostanze che influenzano il sapore e l'aroma. Per questo motivo, alcune varietà di ales prevedono la fermentazione in bottiglia: la birra è già stata imbottigliata e si trova sugli scaffali dei negozi, ma all'interno continua il processo di fermentazione. Acquistando un paio di bottiglie di questa birra e consumandole in momenti diversi, si può percepire una differenza significativa. Allo stesso tempo, la pastorizzazione priva la birra di alcune caratteristiche di gusto, poiché esclude la presenza di lieviti vivi nella bevanda. Proprio per questo motivo, molte persone apprezzano la birra non filtrata: anche dopo la pastorizzazione, i resti della cultura di lieviti possono rendere la bevanda più saporita. I sedimenti visibili sul fondo del contenitore della birra non filtrata sono proprio i resti dei lieviti.
Ma tutto questo avverrà dopo, ora rimane solo da elencare altri alcuni componenti non obbligatori della birra.
Di questo parleremo già nella parte successiva.
Fonte: habr.com
