

Питеркин С.В., sergey.piterkin@rightstep.ru
Introduzione
Задача планирования и управления производством — одна из наиболее «горящих» и «загадочных» в настоящее время проблем для отечественных предприятий. Единичные успешные примеры применений IT в виде ERP систем, с устаревшими традиционными MRP-II или совершенными, но «нервными» APS алгоритмами, говорят скорее «против», чем «за» них; «бережливое производство» — внедряемое у нас широким фронтом, и, в основном, на уровне 5С, визуализации, кайдзенов и т.п., также не дает предприятиям никакого реального инструмента планирования и управления производством.
Ниже — описание системы планирования и управления производством, наиболее популярной в советское время — Системы Родова, и ее возрождение, с целью решения производственных задач настоящего времени.
Новочеркасская Система непрерывного производственного планирования, она же — Система Родова, была создана в 60е годы прошлого века. И, спустя короткое время — добровольно принята подавляющим большинством наиболее требовательной и консервативной управленческой публикой – директоров и начальников производств, планировщиков, диспетчеров, начальников цехов (для сравнения возьмите повсеместное «приятие» ERP систем в настоящее время…).
Произошло это в силу ее крайней простоты и эффективности в решении основных производственных задач: производство «точно вовремя», «точно в количестве»; ритмично; с минимальными издержками; обеспечение максимальной прозрачности происходящего. Популярность и распространенность системы были настолько велики, что даже сейчас «осколки» системы, за неимением лучших альтернатив, все-еще используются для управления производством многими заводами. Но, замечу, не лучшие «осколки» и, без особого эффекта.
Тем не менее, Система Родова, по крайней мере, ее основные элементы можно и нужно использовать в современных условиях. Как — рассматривается далее. С описанием непосредственно Системы Родова, ее составных частей, достоинств и ограничений, и ее возрождения с использованием IT и современных технологий управления, в т.ч. Lean, TOC.
Система Родова
1. Состав изделия. Создавался состав «обобщенного» или условного изделия, представляющий собой комбинацию всех выпускаемых заводом изделий. В примере Новочеркасского завода, где создавалась система, за «обобщенное» изделие брался электровоз, в этот же состав изделия добавлялись все возможные, на горизонт планирования его модификации, добавлялись выпускаемые по своим планам запасные части, агрегаты и изделия по кооперации на другие заводы, и ТНП. Для более сложных случаев за условные изделия брались сутко-комплекты.
Commento. Условное изделие есть не что иное, как planned item или future item современных ERP систем.
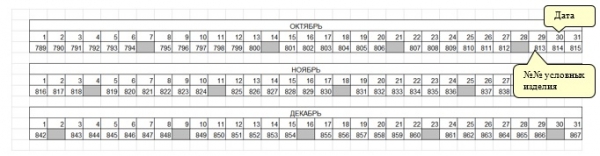
2. План выпуска условного изделия — график производства. Фиксировался на достаточно продолжительный период (во времена создания системы – на год, но, с возможностью ежеквартальных изменений), и публиковался в виде условных машин, с их порядковыми номерами с начала года или с начала производства, и привязанных к каждому изделию дат – см. рис. ниже.
3. Pianificazione. Цикловой график условного изделия нормировался на дату начала сборки:
a. Коэффициент нормирования для каждого цеха был свой (в зависимости о времени опережения) и являлся «Заделом» в деталях.
b. Вычтя задел из всей НзП по заводу, цех получал, для каждой детали, номер условного изделия, закрытый (скомплектованный).
c. Цель цеха — работа с заданным ритмом, т.е. выпуск детали под условное изделие с номером, собираемым сегодня.
Таким образом, в предположении равномерного и постоянного по году выпуска определенных условных изделий, каждый цех получал в качестве плана выпуска план выпуска готовой продукции, выраженный в условных изделия. На заводах, до сих пор пытающихся практиковать Систему Родова он назывался, и называется по разному: «серийный счет», «серия», «машинокомплекты» и пр.
Commento
На «заделе» остановимся немного подробнее, т.к. нет наверное в российской производственной теории и практике более неадекватно воспринимаемого понятия – обратная сторона популярности системы Родова. «Задел», в задумке Родова, это уровень НзП, или, что точнее, выраженное в количественном выражении, время опережения, с которым каждый цех должен запускать детали для своевременной комплектации сборки. Но этот «сакральный» смысл сейчас утерян. «Задел» для производственников — это какой-то, чаще всего взятый с потолка, или, что хуже, рассчитанный по методике Родова в предположении непрерывного и стабильного плана выпуска, уровень запасов в цехах-потребителях, необходимый последним для непрерывной работы. Да, именно так, для непрерывного и ритмичного производства! Не выполнения плана/заказа/заказов в срок, а именно для того, чтобы цеху-потребителю было что делать, т.е. не простаивать. «Проталкивание» в худшем своем проявлении! Но «задел», как имел в виду его Родов есть ни что иное, как количество карточек канбан в обращении т.е. вытягивание! Подробнее – ниже.
4. Avvio. Для каждого из цехов (и далее — участков) для его номенклатуры деталей строилась «Картотека пропорциональности».
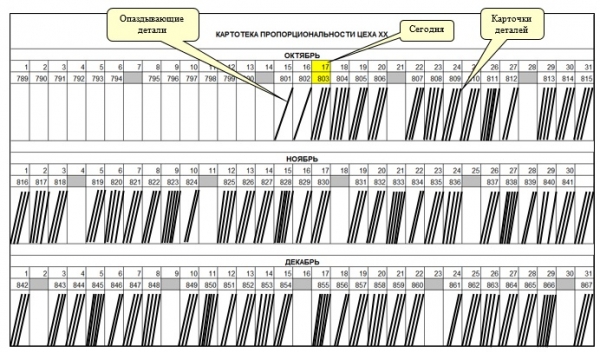
«Картотека пропорциональности» представляла из себя шкаф, состоящий из трех полок (каждая полка – месяц) с ячейками, по номерам дней в месяце. Над каждым «месяцем» — календарные дни месяца с привязанными к ним планом в условных изделиях. В каждой ячейке — карточки деталей, выпускаемые цехом. Каждая карточка детали размещается в ячейке, соответствующей максимальному номеру машины, укомплектованному данной деталью. При производстве новой партии деталей в карточке делается отметка и она перекладывается вправо, в ячейку, с номером машины, по которую новая партия данной детали обеспечивает комплектацию.
«Картотека пропорциональности» в системе Родова – основной, крайне простой и наглядный объект межцеховой синхронизации, цехового управления и визуализации. Идеологически соответствующий доске управления канбан (заметим, что система Тойота тогда еще только рождалась):
— ежедневно маркер «сегодня» смещается вправо;
— карточка (канбан), близкая к «сегодня» — пора запускать (канбан передается в производство), карточка левее «сегодня» — запуск прострочен.
Commento. Идеология картотеки пропорциональности аналогична идеологии визуальных досок управления канбан:
1) карточка детали — есть канбан в обращении, с той разницей, что они не передавались в производство, передавалась только информация о том, что необходимо начинать производить;
2) количество канбан в обращении – есть «задел» в системе Родова. Или — уровень НзП (не нормативный и ненормируемый!) но зависящий только от внешнего спроса (в то время спрос был равен годовому плану) и от времени опережения производства конкретной детали.
5. Организация производства. Информация о карточках (о деталях), близких к «сегодня» передавалась мастерам соответствующих участков. Запуск деталей непосредственно на участках, распределение заданий по рабочим, производилось аналогично предыдущему пункту.
a. Для каждого участка устанавливались шкафчики, каждый на десять рабочих мест (10 исполнителей). Каждому рабочему месту (каждому рабочему) в шкафчике соответствовала полка с количеством ячеек, равным количеству рабочих дней в месяце. Над каждой ячейкой прикреплялся план производства, выраженный в условных изделиях и привязанный к датам (к ячейкам). В каждой ячейке помещались карточки детале-операций, прикрепленных к конкретному рабочему месту. Принцип перемещения карточек детале-операций аналогичен принципу размещения карточек деталей в картотеке пропорциональности цеха.
b. Каждый рабочий каждый вечер подходил к своей полке, (самостоятельно!) составлял себе задание на следующий день из карточек близких к «сегодня» и передавал его мастеру. Задачей мастера являлась комплектация рабочего места всем необходимым для производства задания: материалов, инструмента, оснастки, чертежей.
Commento
1. Все та же визуальная доска канбан на уровне участка, плюс — «вытягивание» непосредственно рабочими.
2. Необходимо обратить внимание, что такая схема возможна к применению после балансировки мощностей и жесткого закрепления деталей-операций (маршрутов) за рабочими местами. Еще одна параллель с TPS…
6. Учет. Система учета состояла в сборе информации о завершении детале-операций, перемещениях деталей из цеха в цех и вводе, ручном естественно, данной информации в карточки учета детале-операций и деталей. При этом, основная информация, которая велась в карточках — это не информация о запасах, но информация порядкового номера следующего закрытого условного изделия. Вообще, процедуры учета были «обычными», с точки зрения реализации в современных учетных IT системах. Но разработаны эти «обычные» процедуры были в 1961 году!
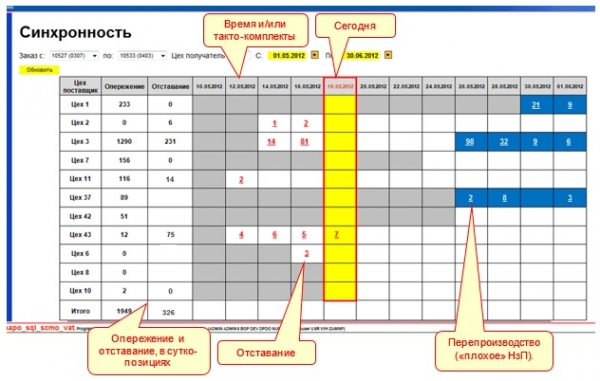
7. Общий мониторинг работы цехов основного производства осуществлялся с помощью одной простой и логичной визуальной формы, «Графика пропорциональности». Его основная цель — показать, насколько синхронно работаю цеха основного производства и «вспомогательных» подразделений в отношении ритма сборочных цехов. Каждый цех должен стремиться к производству «Точно-Вовремя», т.е. серая полоса каждого цеха, или закрытые им условные изделия должны упираться в «сегодня». При этом крайним незакрытым изделием является изделие, которое неукомплектовано цехом хотя бы на одну деталь. Отставание каждого подразделения от «сегодня» оценивается в сутко-позициях отставания – рис. ниже.
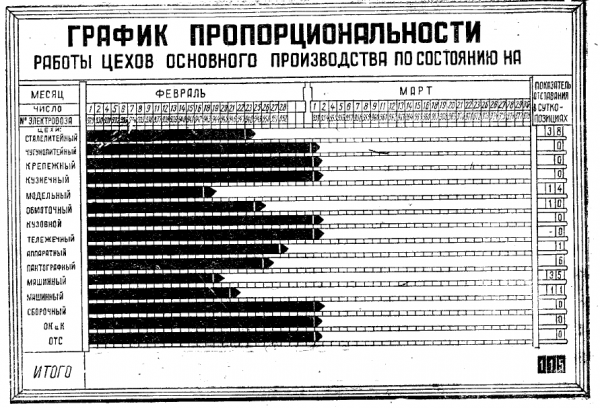
Взято из «План-Поток-Ритм», А.Родов, Д.Крутянский. Ростовское Книжное Издательство, 1964.
Аналогичные графики строились и для каждого участка.
8. Последний немаловажный элемент Системы — изменение оплаты труда и мотивация на синхронное с графиком сборки производство. Изменения простые, но принципиальные: общий ФОТ цеха уменьшается пропорционально дням отставания от графика. Например: 1 день отставания – 1% уменьшения. Далее — уменьшается ФОТ участков, отставших от графика, далее – ФОТ конкретного исполнителя. Огромным плюсом данного изменения являлась ее простота и визуализация — как ИТР так и ОПР цеха в любой день могли видеть, насколько они могут потерять в зарплате.
Закат Системы Родова
Система Родова, или Новочеркасская Система Непрерывного Оперативного Планирования очень быстро получила широкое распространение по всему Советскому Союзу — по некоторым данным ее использовали не менее 1500 предприятий (для сравнения, возьмите наши заводы, использующие сейчас для планирования и управления производством MRP-II или TPS принципы управления производством!) И в этом нет ничего удивительного, т.к. Система Родова была сделана с учетом особенностей управления наших заводов и особенностей внешнего спроса. При этом, в то время, когда TPS только начинала развиваться, а про ERP системы представить себе было трудно, Родов самостоятельно дошел до лучших Lean принципов планирования и построил (без ЭВМ!) «правильную» идеологию учета современных ERP. Да, целенаправленно борьбу с бесполезным Родов не вел, но где еще есть такие «залежи» бесполезного, как в неритмичном попериодном планировании и производстве? «Залежи»¸ не потерявшие актуальность и сейчас.
Но, Система Родова, как целостная и используемая для управления производством, до наших дней не дожила. Система была «заточена» и крайне эффективно работала в тех условиях: для устоявшихся производств, с отлаженными и не очень быстрыми процессами разработки и вывода на рынок новых изделий; при внешнем, весьма стабильном и определенном спросе. В условиях постперестроечного кризиса промышлености и потери мозгов управленцев и ИТР, Система Родова начала работать в прямо противоположном направлении: против производства. И, хотя в систему было заложено немало резервов, «нового Родова», для адаптации системы под новые условия в то время не нашлось. А условия действительно изменились принципиально.
- Появился рыночный спрос, с ним — невозможность прогнозирования фиксированного и сколько-нибудь стабильно плана выпуска.
- Появился Заказчик, с его специфическими требованиями, и с ним – рост номенклатуры готовых изделий и их модификаций, необходимость ухода на малые серии или штучное производство и производство модифицированных базовых изделий под заказ.
- Появились конкуренты, в т.ч. западные и восточные, с ними – необходимость быстрой смены поколений продукции, быстрой разработки и вывода на рынок новых изделий.
- Как следствие этих неопределенностей — «вал» модификаций и конструкторских изменений
- Как следствие — невозможность определения на необходимый горизонт планирования фиксированного условного изделия, формирования и привязки к конкретным датам плана выпуска условных изделия.
В изменившихся условиях работа по системе Родова вела к тому, что 90% от закупаемых/производимых заделов оседала на складах МТС/в цехах, внося свой вклад, для многих – смертельный вклад в статьи «активов» бухгалтерских балансов, с одновременным срывом сроков выполнения заказов.
Commento. «Заделы» Родовской Системы настолько глубоко въелись в головах наших производственников, что даже сейчас многие заводы пытаются нормировать, создавать, отслеживать в производстве «заделы», работать «под задел», «закрывать серию», штамповать обезличенные машинокомплекты на склад ПДО/ПРОСКа сборочного цеха. А отечественная «наука» управления производством все также продолжает штамповать учебники (и, судя по всем, знания) с собирательным названием «Управление (современным) производством», где заделам и способам их расчета отводится огромная ролью.
Еще раз: «заделы» Системы Родова – это не есть задел, не есть норматив НзП, неснижаемый остаток. Это – выраженное в количественном выражении время опережения конкретной детали, рассчитываемое для опережающего ее запуска с целью поставки «точно вовремя» на сборку!
Именно в это время, потеряв то, что имели и не создав ничего нового, Системы Планирования Производства умерли и до сих пор так и не появились на подавляющем большинстве наших заводов, особенно — традиционных, постсоветских. Вместо этого: кто-то пытается зажать себя в прокрустово ложе MRP-II с помощью ERP систем, кто-то с завистью смотрит на канбан и just-in-time метод управления, понимая, что этого не потянуть, кто-то, и не всегда безуспешно, пытается управлять с использованием собственных систем, кто-то — таких большинство пока, отдал все управление на откуп отделу продаж и рабочим – для последних — посредством сдельной оплаты труда.
Система Родова. Второе рождение.
Но ситуация, в т.ч. рыночная, меняется. Сейчас успешные предприятия, в т.ч. госпредприятия, имеют стабильный спрос на свою продукцию и могут жить не только завтрашним днем. Распространение идей Lean и борьба за эффективность приводят к тому, что предприятия начинают фокусироваться на выпуске только той продукции, в производстве которой они наиболее компетентны. И хотя количество модификаций меньше не становится, это уже, по крайней мере, не «утюги и вертолеты».
И если Система Родова настолько гениальна, а она, смею утверждать, именно такова, почему бы не обновить ее и не использовать для управления определенными типами производств? Тем более, что Родов заложил в нее достаточно много резервов развития, в т.ч. возможность использования и в состоянии большой нестабильности внутренней и внешней производственной среды.
Развитие системы Родова, с расширением ее возможностей с IT технологиями и Lean/ТОС инструментарием — ниже.
1. Условное изделие. От условного изделия, в традиционном смысле, придется оказаться. Вместо него — изделие под заказ (заказ), со своей специфической позаказной структурой. Либо, или одновременно с этим (это зависит от конфигурации спроса и производимой продукции предприятия), можно определить и использовать в качестве условного изделия и сутко-комплект (дневной выпуск) или такто-комплект. Т.е. изделие (группу изделий) выпускаемых посуточно или по заданному для данного предприятия такту.
2. В качестве графика производства будет выступать график отгрузки заказов — заказ (изделие под заказ) плюс дата готовности. Или сутко (такто) комплект, привязанный к дате готовности.
3. Следующие усовершенствование – «заделы». От заделов, как и от нормирования графика выпуска к дате начала сборки – отказываемся. Заменяем их динамическим (т.е. постоянным) планированием, основная задача которого — расчет динамического времени опережения (при планировании с учетом ограничений), графика выпуска, запуска. Планирования в Системе Родова практически не было, т.к. внешние и внутренние условия менялись медленно. Поэтому поставив поток, основная задача была в его поддержке и мониторинге. Настоящая ситуация — иная. Ситуация, и внутренняя и внешняя, меняются, и очень быстро. И (пере)планирование необходимо выполнять каждый день. С чем прекрасно справляются программно-аппаратные средства.
Концепция планирования зависит от бизнес-потребностей каждого предприятия, но общие элементы ее примерно следующие.
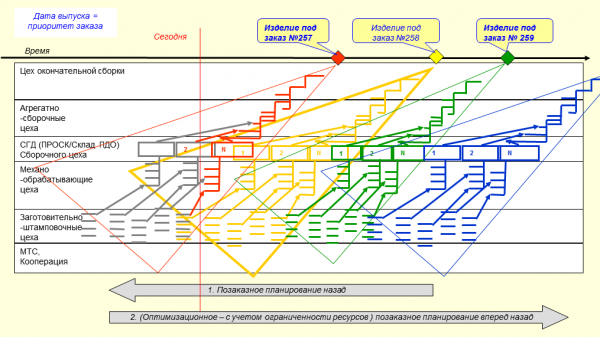
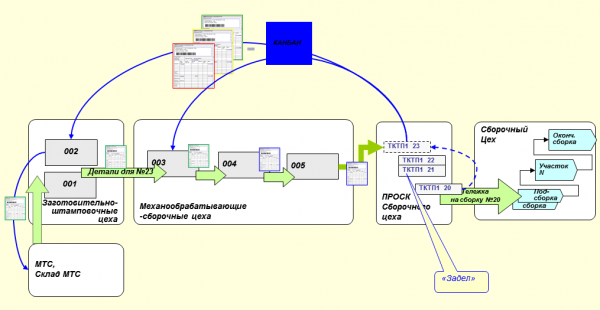
a. Каждый элемент графика производства — заказ (изделие под заказ) планируется отдельно, от готового изделия, «вниз» и «влево», по спецификации и цикловому графику сборки. С сохранением связки каждой детали, узла или заготовки, с головным заказом (см. рис. ниже). В этом случае, каждый цех сможет видеть заказ, под который они должны произвести детали, и, наоборот, каждый заказ «видит», как производятся конкретные детали под него. Это — «директивный» (под заказы клиента) план производства.
Комментарий по учету мощностей. В зависимости от особенностей предприятия, мощности при планировании могут не учитываться (в этом случае вычисляется время такта по группам продукции и выполняется балансировка мощностей под такт, в т.ч. и Lean инструментами), либо планирование выполняется с учетом доступных ресурсов, с использованием, в т.ч. оптимизационных алгоритмов.
b. В случае выпуска однотипной продукции и квази-стабильного графика производства, возможно управление и «заделами» с организацией вытягивающей схемы запуска с помощью электронных канбан. Это — реализация схемы «вытягивающе-проталкивающего» планирования, усовершенствованный алгоритмами «барабан-буфер-веревка» и цветовой сигнализации ТОС. См. рис. ниже.
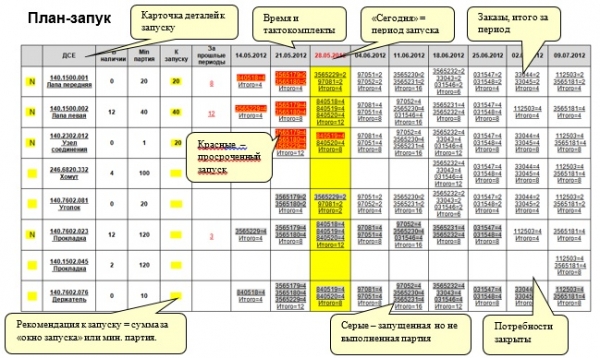
4. Картотека пропорциональности. После автоматического планирования (либо после автоматического формирования «канбан» на запуск для пополнения промежуточного склада) каждый цех/участок/рабочее место получают как план выпуска, так и план запуска, конкретных деталей под конкретные заказы — «картотека пропорциональности» в электронном виде (Avvio – см. ниже). Для ограничения запуска бОльшего, чем необходимо количества (особенно актуально в случае сдельной оплаты труда), план запуска «открыт» для просмотра каждому цеху/участку только на фиксированный период — «окно запуска», определяемого для каждого цеха/участка. При автоматическом формировании вытягивающих сигналов – план запуска ограничен только канбан, сформированными под пополнение промежуточного склада. В данной «электронной картотеке» роль «карточки изделия» играет электронная карточка «канбан», печатаемая (со штрих-кодом) и являющаяся и сигналом к запуску и сопроводительным документом и аналогом (или полным соответствием) маршрутной карты.
5. Организация производства. В лучшем случае может быть реализована аналогично Системе Родова: для каждого рабочего места/доя каждого рабочего формируется и публикуется в электронном виде план запуска. План запуска аналогичен представленному выше, но с указанием детале-операций (либо – участко-заходов, т.е. – групп операций), с цветовым сигналом готовности производства (наличие техпроцесса/программы ЧПУ, инструмента, оснастки, материалов/заготовок или полуфабриката с предыдущего участка). Далее, либо мастер участка либо непосредственно исполнитель печатает канбан (или, советский аналог канбан – маршрутную карту) из доступного по окну запуска и по обеспеченности, и начинает производство. В данном варианте «Запуск по рабочим местам» публикуется на плоском мониторе цеха/участка, либо, с использованием touch-screen’ов, по аналогии с платежными терминалами мобильных и коммунальных услуг в супермаркетах. В последнем случае доступ к своим данным рабочий получает по своему магнитному пропуску.
6. Учет запуска-выпуска, учет выполнения операций (при крайней необходимости) дальнейшее перемещение деталей по участкам/цехам выполняется с использованием штрих-кодирования, сканированием проходящих через участок канбан или маршрутных карт. Либо/и — через ввод информации мастером/исполнителем/контролером БТК через «платежные терминалы». Это значительно сокращает трудозатраты на учет и обеспечивает высокую оперативность и достоверность информации о выполнении производственного плана в целом – в момент ввода информации автоматически выполняется расчет «покрытия» заказов/такто-комплектов с визуализацией информации на «Запуске» (см. выше) и «Синхронности» (см. ниже). Также, в этом случае любой исполнитель сразу же видит сделанное за смену, и, следовательно, заработанные за день деньги (в случае сделанной или повременно-премиальной системы оплаты труда).
7. Monitoraggio.
a. Ежедневно, на основании факта выполнения производственных заданий формируется «расчетная» версия плана производства, по принципу: факт + оставшийся объем (время) работы.
b. «График пропорциональности», он — «Синхронность», — основной инструмент контроля такта работы цехов — строится через сравнение «директивного» и «расчетного» плана «графика пропорциональности» (ниже).
c. И, как более тонкий инструмент общего анализа поставок в т.ч. и друг-другу, внутренних поставщиков производственной цепочки поставки — «Статус поставщика».
Conclusione
Указанная система, получившая название Система Планирования и Мониторинга, создавалась нашей командой несколько лет и приобрела законченную форму и методологию к 2009 году. В следующем году, в находясь в непрерывном поиске лучших решений задач планирования производства мы вновь открыли для себя Систему Родова. После чего расширили концепцию принципами запуска и мониторинга: «Запуск» («Картотека пропорциональности»), цеховой и участковый, «Синхронность» («График пропорциональности»). За это время описанная концепция была успешно реализована как на бывших серийных заводах, та к и на новых: НАЗ им. В.П.Чкалова и КнААЗ им Ю.А.Гагарина («Сухой»), КВЗ («Вертолеты России»), «ГСС» (в части планирования и мониторинга снабжения и многоуровневой цепочки поставок), и некоторых других. Первые из которых активно использовали Систему Родова.
Практика показала, что представленная выше концепция планирования и мониторинга, с элементами Системы Родова, заново осознанными и положенными на базу новых методов управления – может быстро внедряться и успешно использоваться для самых сложных производств. Для более простых — решение будет проще, быстрее и в идеале — «прямо из коробки» (сейчас движемся к этой цели). И более того, вполне может быть реализована и силами самих предприятий – как и изначальная система Родова. Но тормоз здесь, традиционно, – наличие Заказчика на предприятии, обладающего властью и пониманием, наличие мозгов и хороших амбиций на среднем управленческом уровне, и, самое последнее – общий уровень производственной культуры. Первые два условия – необходимые и достаточные для успеха, последнее — определяющее время перехода на новую систему.
К сожалению, уровень и первого и второго и третьего в настоящее время — гораздо ниже описываемого (между строк) Родовым и Крутянским уровня 1961 года. Оборудование у многих конечно новое, но мозгов и грамотных руководителей категорически не хватает. Как и не хватает тривиальной производственной культуры, от ведения составов изделий и элементарного учета на складах/в производстве до методов цехового и общепроизводственного управления. Будем надеяться и работать в этом направлении, что эта ситуация все-же изменится к лучшему. В том числе, и с возрождением описанных выше методов.
Fonte: habr.com
