

Peterkin S.V., sergey.piterkin@rightstep.ru
Indledning
Opgaven med produktionsplanlægning og -styring er et af de mest presserende og mystiske problemer for indenlandske virksomheder i øjeblikket. Enkelte vellykkede eksempler på IT-applikationer i form af ERP-systemer, med forældede traditionelle MRP-II eller perfekte, men "nervøse" APS-algoritmer, taler mere "mod" end "for" dem; "Lean produktion" - implementeret i vores land på en bred front, og hovedsageligt på niveau med 5C, visualisering, kaizens osv., giver heller ikke virksomheder noget reelt værktøj til planlægning og styring af produktion.
Nedenfor er en beskrivelse af produktionsplanlægnings- og styringssystemet, det mest populære i sovjettiden - Rodov-systemet, og dets genoplivning for at løse nutidens produktionsproblemer.
Novocherkassk Continuous Production Planning System, også kendt som Rodov-systemet, blev skabt i 60'erne af forrige århundrede. Og efter kort tid blev det frivilligt accepteret af det overvældende flertal af de mest krævende og konservative ledelsespublikationer - direktører og produktionsledere, planlæggere, dispatchers, butikschefer (til sammenligning, tag den udbredte "accept" af ERP-systemer på nutid...).
Dette skete på grund af dets ekstreme enkelhed og effektivitet i løsningen af grundlæggende produktionsproblemer: "just in time" produktion, "lige i mængde"; rytmisk; med minimale omkostninger; sikre maksimal gennemsigtighed af, hvad der sker. Systemets popularitet og udbredelse var så stor, at selv nu bliver "skår" af systemet, i mangel på bedre alternativer, stadig brugt til at kontrollere produktionen på mange fabrikker. Men, jeg bemærker, ikke de bedste "skår" og uden den store effekt.
Ikke desto mindre kan og bør Rodov-systemet, i det mindste dets hovedelementer, bruges under moderne forhold. Hvordan diskuteres nedenfor. Med en beskrivelse af selve Rodov-systemet, dets komponenter, fordele og begrænsninger, og dets genoplivning ved hjælp af IT og moderne ledelsesteknologier, inkl. Lean, T.O.C.
Rodov system
1. Produktsammensætning. En sammensætning af "generaliseret" eller betinget produkt, som er en kombination af alle produkter produceret af anlægget. I eksemplet med Novocherkassk-anlægget, hvor systemet blev oprettet, blev et elektrisk lokomotiv taget som et "generaliseret" produkt, alle mulige blev føjet til den samme sammensætning af produktet, på planlægningshorisonten for dets modifikation, reservedele, enheder og produkter produceret i henhold til deres planer blev tilføjet til samarbejde på andre fabrikker, og TNP. For mere komplekse tilfælde blev der taget daglige kits til betingede produkter.
Kommentar. Et betinget produkt er intet andet end en planlagt vare eller fremtidig genstand i moderne ERP-systemer.
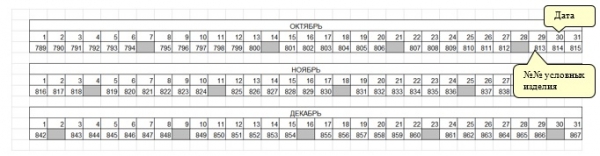
2. Frigivelsesplan betinget produkt - produktionsplan. Det blev fastsat i en ret lang periode (på det tidspunkt, hvor systemet blev oprettet - i et år, men med mulighed for kvartalsvise ændringer), og udgivet i form af betingede maskiner, med deres serienumre fra begyndelsen af året eller fra begyndelsen af produktionen, og datoer knyttet til hvert produkt - se. under.
3. planlægning. Den cykliske tidsplan for et betinget produkt blev normaliseret til startdatoen for montering:
en. Rationeringskoefficienten for hver workshop var forskellig (afhængig af leveringstiden) og var "Efterslæb" i detaljer.
b. Efter at have trukket efterslæbet fra hele det igangværende arbejde for anlægget, modtog værkstedet for hver del et betinget produktnummer, lukket (afsluttet).
c. Formålet med workshoppen er at arbejde med en given rytme, dvs. frigivelse af en del til et betinget produkt med et nummer samlet i dag.
Under antagelsen om ensartet og konstant produktion af visse konventionelle produkter hele året modtog hvert værksted således som en produktionsplan en plan for produktion af færdige produkter, udtrykt i konventionelle produkter. På fabrikker, der stadig forsøger at praktisere Rodov-systemet, blev og kaldes det anderledes: "seriekonto", "serie", "maskinsæt" osv.
Kommentar
Lad os se på "efterslæbet" lidt mere detaljeret, fordi Der er formentlig ikke noget mere utilstrækkeligt opfattet koncept i russisk produktionsteori og praksis - bagsiden af Rodov-systemets popularitet. "Backlog", i Rodovs idé, er niveauet af det igangværende arbejde, eller mere præcist udtrykt i kvantitative termer, leveringstiden, med hvilken hvert værksted skal lancere dele for rettidig færdiggørelse af montagen. Men denne "hellige" betydning er nu tabt. "Efterslæbet" for produktionsmedarbejdere er en vis lagerbeholdning i forbrugerværksteder, som er nødvendig for sidstnævnte for kontinuerlig drift, oftest taget fra den blå luft, eller endnu værre, beregnet ved hjælp af Rodovs metode under antagelsen om en kontinuerlig og stabil produktion plan. Ja, det er rigtigt, for kontinuerlig og rytmisk produktion! Manglende opfyldelse af planen/ordren/bestillingerne til tiden, nemlig så forbrugerværkstedet har noget at lave, dvs. ikke stå stille. "Pushing" når det er værst! Men "efterslæbet", som Rodov mente det, er ikke andet end antallet af kanban-kort i omløb, dvs. trækker! Flere detaljer nedenfor.
4. Запуск. For hvert af værkstederne (og yderligere - sektioner) for deres udvalg af dele, en "Kartotek over proportionalitet'.
"Proportionalitetens kartotek" var et skab bestående af tre hylder (hver hylde er en måned) med celler i henhold til antallet af dage i måneden. Over hver "måned" er månedens kalenderdage med en plan knyttet til dem i betingede poster. Hver celle indeholder kort med dele produceret af værkstedet. Hvert delekort placeres i en celle svarende til det maksimale antal af maskinen, der er udstyret med denne del. Når der fremstilles et nyt parti dele, laves et mærke på kortet, og det flyttes til højre, i cellen, med nummeret på den maskine, som den nye batch af denne del giver det komplette sæt.
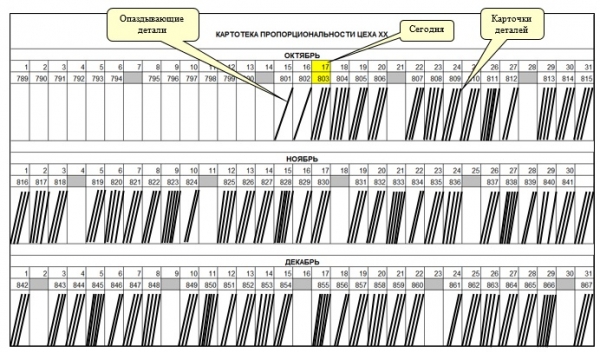
"Proportionalitetskortindeks" i Rodovs system er det vigtigste, ekstremt enkle og visuelle objekt for synkronisering mellem butikker, butiksstyring og visualisering. Ideologisk svarende til kanban-kontroltavlen (bemærk, at Toyota-systemet lige var ved at blive født):
— hver dag flyttes "i dag"-markøren til højre;
- kort (kanban) tæt på "i dag" - tid til lancering (kanban overføres til produktion), kort til venstre for "i dag" - lancering er syet.
Kommentar. Ideologien for det proportionelle kartotek svarer til ideologien for visuelle kanban-kontroltavler:
1) delkort - der er en kanban i omløb, med den forskel at de ikke blev overført til produktion, der blev kun overført information om at det var nødvendigt at begynde at producere;
2) antallet af kanbans i omløb - der er et "efterslæb" i Rodov-systemet. Eller - niveauet af igangværende arbejde (ikke standard og ikke-standardiseret!), men kun afhængig af ekstern efterspørgsel (på det tidspunkt var efterspørgslen lig med årsplanen) og af gennemløbstiden i produktionen af en specifik del.
5. Organisering af produktionen. Oplysninger om kort (om detaljer) tæt på "i dag" blev overført til mestrene i de tilsvarende sektioner. Lanceringen af dele direkte på byggepladserne og fordelingen af opgaver blandt arbejderne blev udført på samme måde som det foregående punkt.
en. Der blev installeret skabe til hver sektion, hver med ti arbejdsstationer (10 kunstnere). Hver arbejdsplads (hver arbejder) i skabet svarede til en hylde med et antal celler svarende til antallet af arbejdsdage i en måned. Over hver celle var knyttet en produktionsplan, udtrykt i betingede produkter og bundet til datoer (til celler). Hver celle indeholdt kort med detaljerede operationer knyttet til en bestemt arbejdsplads. Princippet om at flytte deldriftskort ligner princippet om at placere delkort i butiksproportionalitetskortindekset.
b. Hver arbejder gik til sin hylde hver aften, (på egen hånd!) lavede en opgave til sig selv til næste dag fra kort tæt på "i dag" og afleverede den til værkføreren. Arbejdslederens opgave var at udstyre arbejdspladsen med alt, hvad der var nødvendigt for opgavens fremstilling: materialer, værktøj, udstyr, tegninger.
Kommentar
1. Den samme visuelle Kanban-tavle på webstedsniveau, plus "pull" direkte af arbejdere.
2. Det er nødvendigt at være opmærksom på, at en sådan ordning kan bruges efter at have afbalanceret kapaciteterne og stift tildeling af dele-operationer (ruter) til arbejdspladser. Endnu en parallel med TPS...
6. Regnskab. Regnskabssystemet bestod i at indsamle informationer om gennemførelse af deloperationer, flytte dele fra værksted til værksted og naturligvis manuelt indtaste disse oplysninger i kortene til bogføring af deloperationer og dele. Samtidig var hovedoplysningerne, der blev opbevaret i kortene, ikke oplysninger om varebeholdninger, men oplysninger om serienummeret på det næste lukkede betingede produkt. Generelt var regnskabsprocedurer "almindelige" set ud fra implementeringssynspunktet i moderne it-regnskabssystemer. Men disse "almindelige" procedurer blev udviklet i 1961!
7. Generel overvågning arbejdet i de vigtigste produktionsværksteder blev udført ved hjælp af en enkel og logisk visuel form, "Proportionalitetsgrafik" Dets hovedmål er at vise, hvor synkront de vigtigste produktionsbutikker og "hjælpe"-afdelinger arbejder i forhold til montagebutikkernes rytme. Hvert værksted bør stræbe efter "Just-in-Time" produktion, dvs. den grå stribe på hvert værksted, eller de konventionelle produkter lukket af det, skal hvile på "i dag". I dette tilfælde er det ekstreme ulukkede produkt et produkt, der er kortbemandet af værkstedet til mindst én del. Forsinkelsen for hver enhed fra "i dag" er estimeret i daglige forsinkelsespositioner - Fig. under.
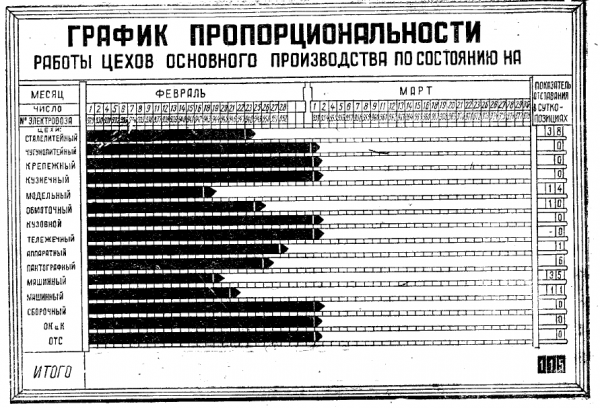
Taget fra "Plan-Flow-Rhythm", A. Rodov, D. Krutyansky. Rostov Book Publishing House, 1964.
Lignende grafer blev konstrueret for hvert sted.
8. Det sidste vigtige element i systemet er forandring løn og motivation for produktion synkront med montageplanen. Ændringerne er enkle, men grundlæggende: Værkstedets samlede lønsum reduceres i forhold til dagene efter tidsplanen. For eksempel: 1 dags forsinkelse – 1 % reduktion. Dernæst reduceres lønsummen for områder, der er forsinket, og derefter reduceres lønsummen hos en bestemt entreprenør. En stor fordel ved denne ændring var dens enkelhed og visualisering - både ingeniører og driftsafdelinger på værkstedet kunne hver dag se, hvor meget de kunne miste i løn.
Rodov-systemets tilbagegang
Rodov-systemet, eller Novocherkassk System of Continuous Operational Planning, blev meget hurtigt udbredt i hele Sovjetunionen - ifølge nogle data brugte mindst 1500 virksomheder detTil sammenligning kan du tage vores fabrikker, der nu bruger MRP-II eller TPS produktionsstyringsprincipper til at planlægge og kontrollere produktionen!) Og det er ikke overraskende, fordi Rodov-systemet blev lavet under hensyntagen til ledelsesfunktionerne på vores fabrikker og egenskaberne ved ekstern efterspørgsel. Samtidig, på et tidspunkt, hvor TPS lige var begyndt at udvikle sig, og det var svært at forestille sig ERP-systemer, nåede Rodov uafhængigt de bedste Lean-planlægningsprincipper og byggede (uden en computer!) den "korrekte" ideologi om at lægge regnskab for moderne ERP. Ja, Rodov kæmpede ikke målrettet mod det ubrugelige, men hvor er der ellers sådanne "aflejringer" af ubrugelige som i uregelmæssig periode-for-periode planlægning og produktion? "Indlån"¸ har endnu ikke mistet deres relevans.
Men Rodov-systemet, som et holistisk system og brugt til produktionsstyring, har ikke overlevet den dag i dag. Systemet blev "skærpet" og fungerede ekstremt effektivt under de forhold: For etablerede industrier, med strømlinede og ikke særlig hurtige processer til udvikling og lancering af nye produkter på markedet; med ekstern, meget stabil og sikker efterspørgsel. I forbindelse med industriens og tabets krise efter perestrojka hjerner ledere og ingeniører begyndte Rodov-systemet at arbejde i den stik modsatte retning: mod produktionen. Og selvom mange reserver var indbygget i systemet, var der ingen "ny Rodov" til at tilpasse systemet til nye forhold på det tidspunkt. Men betingelserne har så sandelig ændret sig grundlæggende.
- Markedsefterspørgslen dukkede op, og dermed umuligheden af at forudsige en fast og nogenlunde stabil produktionsplan.
- Kunden dukkede op, med sine specifikke krav, og med ham - en stigning i rækken af færdige produkter og deres modifikationer, behovet for at skifte til små serier eller stykproduktion og produktion af modificerede basisprodukter på bestilling.
- Konkurrenter er dukket op, inkl. Vestlige og østlige, med dem - behovet for en hurtig ændring i produktgenerationer, hurtig udvikling og lancering af nye produkter på markedet.
- Som en konsekvens af disse usikkerheder er der en "bølge" af modifikationer og designændringer
- Som en konsekvens heraf er det umuligt at fastlægge et fast konventionelt produkt til den nødvendige planlægningshorisont, formulere og knytte en produktionsplan for konventionelle produkter til specifikke datoer.
Under de ændrede forhold førte arbejdet efter Rodov-systemet til, at 90 % af de indkøbte/producerede reserver endte i MTS-lagre/i værksteder, hvilket for manges vedkommende gjorde dets bidrag til et fatalt bidrag til "aktiverne" balancerne, med samtidig svigt af ordreopfyldelsesfrister .
Kommentar. Rodovskaya-systemets "efterslæb" er så dybt forankret i hovedet på vores produktionsmedarbejdere, at selv nu forsøger mange fabrikker at standardisere, skabe, spore "efterslæb" i produktionen, arbejde "til grunden", "lukke serien" , stemple upersonlige maskinsæt til PDO/PROSK montagelagerværkstederne Og den hjemlige "videnskab" om produktionsstyring fortsætter stadig med at udskære lærebøger (og tilsyneladende viden) med den fælles titel "Ledelse af (moderne) produktion", hvor reserver og metoder til deres beregning får en enorm rolle.
Endnu en gang: Rodov-systemets "efterslæb" er ikke et efterslæb, det er ikke en igangværende standard, en minimumsbalance. Dette er den kvantificerede leveringstid for en specifik del, beregnet til at løbe forud for den for at levere den "lige i tide" til montering!
Det var på dette tidspunkt, efter at have mistet, hvad de havde og uden at skabe noget nyt, produktionsplanlægningssystemer døde og er stadig ikke dukket op på langt de fleste af vores fabrikker, især traditionelle, post-sovjetiske. I stedet: nogen forsøger at presse sig selv ind i MRP-II's prokrusteske leje ved hjælp af ERP-systemer, nogen kigger med misundelse på Kanban og just-in-time-styringsmetoden og indser, at dette ikke kan opnås, nogen er ikke altid uden held, forsøger at styre ved hjælp af deres egne systemer, nogen - disse er størstedelen indtil videre - har givet al ledelse til salgsafdelingen og arbejdere - for sidstnævnte - gennem akkordløn.
Rodov system. Anden fødsel.
Men situationen, inkl. marked, skiftende. Nu succesrige virksomheder, inkl. statsejede virksomheder har en stabil efterspørgsel efter deres produkter og kan leve ikke kun for i morgen. Udbredelsen af Lean-ideer og kampen for effektivitet fører til, at virksomheder begynder at fokusere på kun at producere de produkter, som de er mest kompetente til at producere. Og selvom antallet af modifikationer ikke bliver mindre, er disse i det mindste ikke længere "jern og helikoptere."
Og hvis Rodov-systemet er så genialt, og det tør jeg godt sige, at det er, hvorfor så ikke opdatere det og bruge det til at styre visse typer produktion? Desuden inkluderede Rodov en hel del udviklingsreserver i det, inkl. mulighed for brug i en tilstand af stor ustabilitet i det interne og eksterne produktionsmiljø.
Udviklingen af Rodov-systemet med udvidelse af dets muligheder med it-teknologier og Lean/TOC-værktøjer er nedenfor.
1. Betinget produkt. Fra et betinget produkt, i traditionel forstand, bliver du nødt til at slå ud. I stedet er der et made-to-order (made-to-order) produkt, med sin egen specifikke tilpassede struktur. Enten eller på samme tid (dette afhænger af efterspørgselskonfigurationen og de produkter, der fremstilles af virksomheden), kan defineres og bruges som et betinget produkt og dagligt sæt (daglig udgave) el takto kit. De der. et produkt (gruppe af produkter) produceret dagligt eller i henhold til en cyklus specificeret for en given virksomhed.
2. Som produktionsplan Der vil være en tidsplan for forsendelse af ordrer - en ordre (produkt til ordre) plus en klarhedsdato. Eller et dagligt (takto) sæt knyttet til datoen for klargøring.
3. Følgende forbedringer – "fundament" Vi nægter at efterslæbe, samt at normalisere frigivelsesplanen til startdatoen for samling. Vi erstatter dem med dynamiske (dvs. permanente) planlægning, hvis hovedopgave er at beregne den dynamiske gennemløbstid (ved planlægning under hensyntagen til begrænsninger), frigivelsesplan, lancering. Der var praktisk talt ingen planlægning i Rodov-systemet, fordi ydre og indre forhold ændrede sig langsomt. Derfor, efter at have installeret streamen, var hovedopgaven at understøtte og overvåge den. Den nuværende situation er anderledes. Situationen, både intern og ekstern, ændrer sig og meget hurtigt. Og der skal (gen)planlægges hver dag. Hvilken software og hardware gør meget godt.
Planlægningskonceptet afhænger af den enkelte virksomheds forretningsbehov, men de generelle elementer er omtrent følgende.
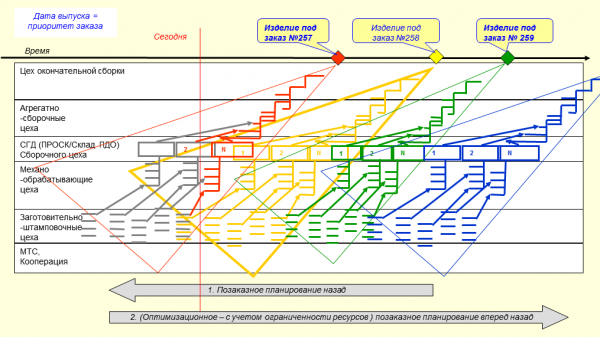
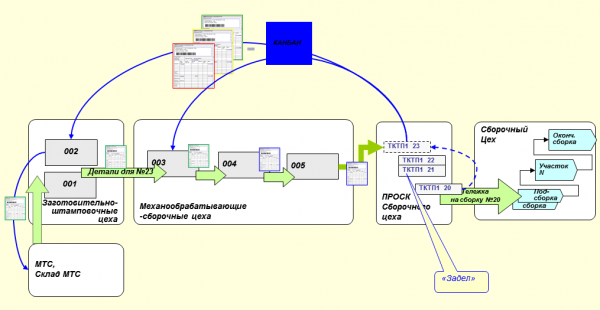
en. Hvert element i produktionsplanen - en ordre (bestillingsfremstillet produkt) planlægges separat, fra det færdige produkt, "ned" og "til venstre", i henhold til specifikationen og den cykliske samlingsplan. Med bevarelse af forbindelsen af hver del, samling eller emne, med hovedrækkefølgen (se figuren nedenfor). I dette tilfælde vil hvert værksted kunne se den rækkefølge, som de skal producere dele til, og omvendt "ser" hver ordre, hvordan specifikke dele til den produceres. Dette er en "direktiv" (ifølge kundeordrer) produktionsplan.
Kommentar til kapacitetsregnskab. Afhængigt af virksomhedens karakteristika tages der muligvis ikke højde for kapacitet under planlægningen (i dette tilfælde beregnes takttiden for produktgrupper, og kapaciteten afbalanceres for takt, inklusive Lean-værktøjer), eller planlægningen udføres under hensyntagen til tilgængelige ressourcer , bruger, inkl. optimeringsalgoritmer.
b. I tilfælde af frigivelse af produkter af samme type og en næsten stabil produktionsplan, er det muligt at håndtere "efterslæb" med tilrettelæggelse af en pull-out-lanceringsordning ved hjælp af elektroniske kanbans. Dette er en implementering af "pull-pull" planlægningsskemaet, forbedret af "tromme-buffer-reb" og TOC farvesignaleringsalgoritmerne. Se fig. under.
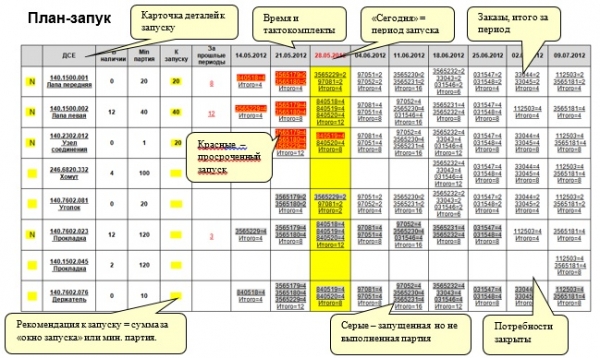
4. Kartotek over proportionalitet. Efter automatisk planlægning (eller efter den automatiske generering af "kanban" til lancering for at genopbygge mellemlageret), modtager hvert værksted/sted/arbejdsplads både en produktionsplan og en lanceringsplan for specifikke dele til specifikke ordrer - et "proportionalitetskort" i elektronisk formular (Запуск - se nedenunder). For at begrænse lanceringen af mere end den krævede mængde (især relevant i tilfælde af akkordløn), er lanceringsplanen "åben" for visning af hvert værksted/område kun i en fast periode - "lanceringsvinduet" - defineret for hver værksted/område. Når der automatisk genereres pull-signaler, er lanceringsplanen kun begrænset af kanban genereret til genopfyldning af det mellemliggende lager. I dette "elektroniske arkivskab" spilles rollen som "produktkort" af et elektronisk "kanban"-kort, trykt (med en stregkode), og som både er et signal om at starte og et ledsagedokument og et analogt (eller fuld korrespondance) på rutekortet.
5. Organisering af produktionen. I bedste fald kan det implementeres på samme måde som Rodov-systemet: For hver arbejdsplads/malkning af hver arbejder genereres en lanceringsplan og offentliggøres elektronisk. Lanceringsplanen ligner den, der er præsenteret ovenfor, men med en indikation af deloperationer (eller - site-indgange, dvs. grupper af operationer), med et farvesignal om produktionsberedskab (tilgængelighed af en teknisk proces / CNC-program, værktøj, udstyr, materialer / emner eller halvfabrikata med forrige afsnit). Dernæst udskriver enten stedets værkfører eller eksekveren direkte kanban (eller den sovjetiske analog af kanban - et rutekort) fra den, der er tilgængelig i henhold til lanceringsvinduet og tilgængeligheden, og begynder produktionen. I denne version udgives "Lancering efter arbejdsplads" på en fladskærm af værkstedet/stedet, eller ved hjælp af touch-skærme i analogi med betalingsterminaler til mobil- og forsyningstjenester i supermarkeder. I sidstnævnte tilfælde får arbejderen adgang til sine data ved hjælp af sit magnetiske pas.
6. Regnskab launch-release, regnskab for operationer (hvis det er absolut nødvendigt) udføres yderligere flytning af dele på tværs af sektioner/butikker ved hjælp af stregkoder, scanning af kanbans eller rutekort, der passerer gennem sektionen. Enten/og - gennem informationsindtastning af master/executor/controller for BTK gennem "betalingsterminaler". Dette reducerer lønomkostningerne væsentligt til regnskaber og sikrer høj effektivitet og pålidelighed af information om implementeringen af produktionsplanen som helhed - ved indtastning af information beregnes automatisk "dækningen" af ordrer/cyklussæt med visualisering af information om "Start" (se ovenfor) og "Synchronicity" " (se nedenfor). Også i dette tilfælde ser enhver udøvende med det samme, hvad der blev gjort under skiftet, og derfor pengene tjent i løbet af dagen (i tilfælde af et færdigt eller tidsbaseret bonusbetalingssystem).
7. overvågning.
en. Hver dag, baseret på det faktum, at produktionsopgaver er afsluttet, dannes en "kalkuleret" version af produktionsplanen efter princippet: fakta + resterende mængde (tid) arbejde.
b. "Proportionalitetsdiagrammet", det er "Synchronicity", det vigtigste værktøj til at overvåge værkstedernes arbejdscyklus, er konstrueret gennem en sammenligning af "direktivet" og "beregnet" planen for "proportionalitetsdiagrammet" (nedenfor).
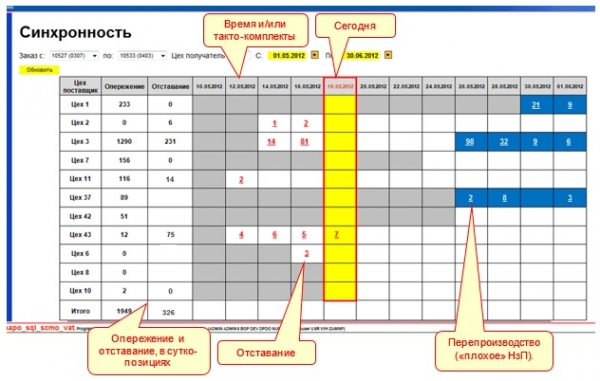
c. Og som et mere subtilt værktøj til generel analyse af forsyninger, inkl. og hinanden, interne leverandører af produktionsforsyningskæden - "Leverandørstatus".
Konklusion
Dette system, kaldet planlægnings- og overvågningssystemet, blev skabt af vores team i flere år og fik en komplet form og metode i 2009. Året efter, i vores kontinuerlige søgen efter bedre løsninger på produktionsplanlægningsproblemer, genopdagede vi Rodov-systemet. Derefter udvidede vi konceptet med principperne for lancering og overvågning: "Lancering" ("Proportionalitetskort"), butik og distrikt, "Synchronicitet" ("Proportionalitetsdiagram"). I løbet af denne tid blev det beskrevne koncept implementeret med succes både på tidligere serieanlæg og på nye: NAZ im. V.P. Chkalov og KnAAZ opkaldt efter Yu.A. (“Sukhoi”), KVZ (“Russian Helicopters”), “GSS” (i form af planlægning og overvågning af forsyningskæden og flere niveauer). Den første brugte aktivt Rodov-systemet.
Praksis har vist, at ovenstående koncept for planlægning og overvågning, med elementer af Rodov-systemet, nyforstået og baseret på nye ledelsesmetoder, hurtigt kan implementeres og med succes anvendes til de mest komplekse industrier. For mere simple vil løsningen være enklere, hurtigere og ideelt set "lige ud af boksen" (vi bevæger os nu mod dette mål). Og desuden kan det sagtens implementeres af virksomhederne selv - ligesom det oprindelige Rodov-system. Men bremsen her er traditionelt tilstedeværelsen af en kunde hos virksomheden med magt og forståelse, tilstedeværelsen af hjerner og gode ambitioner på mellemlederniveau og senest det generelle produktionskulturniveau. De to første betingelser er nødvendige og tilstrækkelige for succes, den sidste bestemmer tidspunktet for overgangen til et nyt system.
Desværre er niveauet for den første, anden og tredje på nuværende tidspunkt meget lavere end niveauet beskrevet (mellem linjerne) af Rodov og Krutyansky i 1961. Mange af dem har selvfølgelig nyt udstyr, men der mangler alvorligt hjerner og kompetente ledere. Ligesom der mangler triviel produktionskultur lige fra fastholdelse af produktsammensætninger og basisregnskab på lagre/i produktion til metoder til værksted og generel produktionsstyring. Lad os håbe og arbejde i denne retning, at denne situation vil ændre sig til det bedre. Herunder genoplivning af metoderne beskrevet ovenfor.
Kilde: www.habr.com
